 Proudly Made in the USA
Proudly Made in the USA  800.269.1462
800.269.1462
The Limitations of Compression Connectors on HTLS Applications — and the ClampStar Solution
A Research-Based Assessment for HTLS Overhead Transmission Lines
Prepared June 2026 · Based on peer-reviewed research, industry technical brochures, and certified laboratory test data
Technical Author: Carl Tamm, President, Classic Connectors USA — Former Chair, ANSI C119.7 Committee | Voting Member, CIGRE US National Committee & IEEE-PES TP&C and ANSI C119 Committees
Technical Author: Trisha Crawford, Design Engineer, Classic Connectors USA — Bachelor of Science in Mechanical Engineering, University of Alabama at Birmingham | Mechanical Design Specialist
Contributing Author: Chris Costanzo, Director of Market Development, Classic Connectors USA — Founding Member, 40-Year Electric Utility Industry Professional
Authors' Note: This paper synthesizes peer-reviewed ORNL/EPRI research, independent engineering analysis, and certified third-party laboratory test data to examine the limitations of compression connectors and composite core conductors in HTLS applications and presents the ClampStar solution that addresses these limitations. Carl Tamm's role as former Chair of the ANSI C119.7 Committee directly informed the framing of the standards gap discussion in Section 3.6.3. All source documents are listed in Appendix A and cited throughout.
Executive Summary
The North American transmission grid is undergoing a fundamental transformation. Driven by growing power demand and the practical impossibility of obtaining new right-of-way, utilities are reconductoring existing lines with High Temperature, Low Sag (HTLS) conductors capable of carrying significantly more current at significantly higher temperatures than the ACSR conductors they replace.
ACSS (Aluminum Conductor, Steel Supported), the original HTLS conductor, rated for continuous operation at 250°C, has proven through independent engineering analysis to be not merely adequate but in most cases superior to composite core alternatives, achieving up to 99% greater ampacity than Drake ACSR at a continuous temperature rating 70°C higher than competing composite core conductors. Advanced ACSS variants with ultra-high-strength and giga-strength steel cores, combined with high-temperature corrosion-resistant coatings, have eliminated the historical concerns about steel core performance and extended expected service life by decades.
Yet ACSS and all HTLS conductors share a fundamental weak point: their compression connectors, used for splicing and termination. Twenty years of analytical work at Oak Ridge National Laboratory (ORNL), corroborated by neutron diffraction measurements and physical pull-out tests, demonstrates that the compressive residual hoop-stress generated during crimping, the only gripping mechanism a compression connector possesses, sheds up to 95% of its peak value the moment the die is removed, a consequence of elastic spring-back. Thermal cycling at temperatures as modest as 125°C then strips away a further 92–95%. For ACSS conductors running continuously at 250°C, these two effects combine to render grip essentially nonexistent.
The soft, fully annealed aluminum stranding of ACSS further compromises the electrical interface from the moment of installation, producing fewer microscopic contact points and higher baseline resistance than an equivalent ACSR connector.
This failure mechanism is not unique to ACSS. Any HTLS conductor is subject to the same compression-connector hoop-stress degradation; both the rate and severity increase with operating temperature. Section 2 examines this in the context of a comparative performance assessment of available HTLS conductor types.
The Classic Connectors Thermo-Speed-Lock (TSL) connector family, validated by Kinectrics Inc. through 500 current cycles at 335°C, followed by an additional 500 cycles at 390°C under 35% RBS tension, resolves this problem at its root. By replacing the residual hoop-stress grip mechanism with a mechanically maintained keeper assembly secured by torque-limiting fasteners, the TSL connector eliminates thermal degradation of grip, installation error vulnerability, and the inspectability gap that makes compression connector quality impossible to verify after installation. Where compression connectors are already in service, the ClampStar engineered shunt provides a proven retrofit solution that restores electrical integrity without requiring a line outage.
Key Finding
Compression connector technology, unchanged in its fundamental operating principle for over 100 years, is physically unsuitable for HTLS service. The failure is not a matter of installation quality, connector size, or manufacturer selection. It is thermodynamic in nature, and no incremental improvement to the compression paradigm can overcome it. The TSL connector's departure from that paradigm is not an improvement; it is a necessary replacement.
1. Background: The ACSR-to-ACSS Transition
1.1 Why HTLS Conductors Are Being Deployed
The majority of overhead transmission lines currently in service were built using ACSR (Aluminum Conductor, Steel Reinforced), a conductor type designed for continuous operation at approximately 75°C and rated for short-term emergency operation up to 100°C. These temperature limits constrain the ampacity of a typical 230 kV line to approximately 400 MVA.
Growing power demand, combined with the inability of electric utilities to obtain new right-of-way for additional circuits, has compelled utilities to increase the ampacity of existing infrastructure. The two primary means of doing so are increasing line voltage, which requires taller towers and wider corridors, or increasing the current carried by existing conductors. The latter approach requires High-Temperature, Low Sag (HTLS) conductors that can operate at temperatures beyond the thermal limits of ACSR while maintaining acceptable sag characteristics.
ACSS (Aluminum Conductor, Steel Supported) is the original HTLS conductor, developed by Reynolds Aluminum in the 1970s. It is rated for continuous operation at 250°C. Unlike more recently developed HTLS conductors using carbon fiber or metal matrix composite cores, ACSS uses a conventional steel core, however the core of Advanced ACSS conductors utilizes higher-strength steel, commonly MA5 (Ultra High Strength, 285 ksi) and MA8, referred to as Giga Strength (310 ksi), allowing for higher ground clearance. An additional advancement is the use of improved corrosion-resistant coatings on the core wire, which have eliminated corrosion concerns at high temperature (250°C), extending service life by decades. The hard-drawn 1350-H19 aluminum stranding of ACSR is replaced on ACSS with fully annealed 1350-O (zero-temper) aluminum. This distinction is the source of every significant difference in how ACSS connectors must be designed and qualified.
1.2 Why ACSR Anneals and ACSS Does Not
The hard-drawn aluminum stranding of ACSR (1350-H19) derives approximately 70% of its tensile strength from the cold-working process used in its manufacture. When this material is heated above approximately 93°C for sustained periods, the crystalline structure begins to recrystallize, a process known as annealing, and the work-hardened strength is progressively lost. CIGRE Technical Brochure 905 ("Sustainability of Overhead Line Conductors and Fittings," CIGRE Working Group B2.68, July 2023) provides quantitative annealing models (Morgan, CIGRE, and Goh equations) confirming that tensile strength reduction becomes significant above 95°C and accelerates rapidly at higher temperatures. This is the primary reason ACSR has a continuous temperature rating of 75°C with an emergency rating maximum of 125°C.
ACSS begins its service life with fully annealed aluminum stranding. Its tensile strength as a conductor is already at the post-anneal floor — nominally 8,500 psi tensile strength, compared to 23,500 psi for 1350-H19. Because it cannot anneal further, it is thermally stable at elevated temperatures. The steel core, which is unaffected by annealing at these temperature ranges, carries a majority of the conductor's mechanical tension above the knee point (knee point for ACSR is typically 70° to 90°C. ACSS is "steel-supported" because the knee point temperature is typically below 40°C.), allowing continuous operation at 250°C without sag penalty or mechanical degradation.
The consequence of this material difference for connectors is fundamental and is the central theme of this entire body of research.
2. ACSS as a Superior HTLS Conductor
2.1 Independent Engineering Assessment
Before examining the connector problem in detail, it is important to establish why that problem matters at the scale it does. An independent white paper by Paul Springer of Springer Power Consulting LLC, written for regulators, commission staff, utility planners, and design engineers, provides a rigorous engineering basis for understanding where ACSS fits in the HTLS landscape.
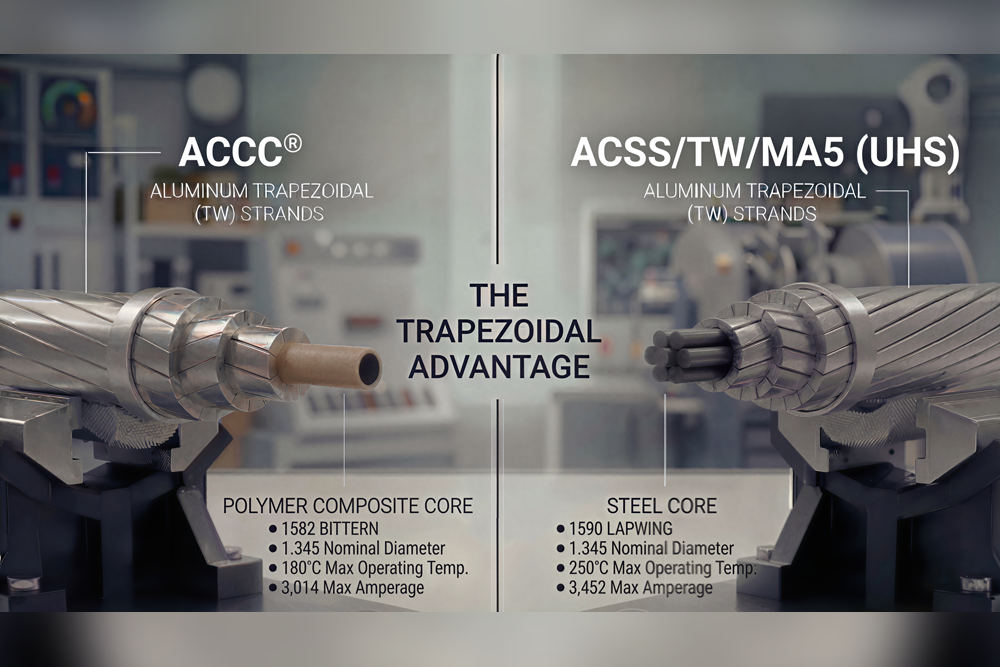
Applying transparent IEEE 738 thermal rating calculations, non-linear sag modeling, and like-for-like diameter comparisons, Springer's analysis establishes that ACSS/TW with high-strength steel core is not a legacy technology being displaced by newer alternatives, but rather a genuinely advanced conductor that in most cases equals or outperforms composite core conductors on capacity, structural resilience, and total owning cost. On a corrected, equal-diameter basis, ACSS/TW/MA5 achieves a 99% capacity increase over Drake ACSR, compared to a 69.5% increase for the leading composite core option, and it does so at a continuous operating temperature rating of 250°C, 70°C higher than the 180°C ceiling of composite core conductors.
That 70°C temperature differential is directly consequential to the connector integrity problem that is the primary subject of this report. Compression connector hoop-stress degradation affects both conductor types, but is considerably more severe at the higher operating temperatures that only ACSS can sustain. The full white paper is recommended reading for anyone involved in HTLS conductor selection and is available at: springerpowerconsulting.com.
It is worth noting that Springer has also observed that HTLS conductors are rarely operated at their rated maximum temperatures in practice, particularly on long-haul merchant transmission lines where energy losses at high current levels are economically prohibitive. On a 300 km, 230 kV line using 1033.5 kcmil ACSS/TW/MA5 conductor, delivery efficiency drops from approximately 92% at 1,000 A (64.9°C) to approximately 70% at 2,500 A (250°C), meaning that at rated temperature, roughly 30% of supplied energy is lost as heat. This is one reason all twelve current renewables mega-projects use conventional ACSR rather than HTLS conductors. However, this observation does not diminish the connector integrity concern that is the central subject of this report. The compression connector degradation documented by the ORNL research is cumulative and expressed in thermal cycles rather than hours at temperature. A line that reaches 200°C during fifty peak demand events per year, never sustaining that temperature continuously, will still exhaust its connector's compressive grip within a few years of service. For the significant number of HTLS reconductoring projects driven by right-of-way constraints rather than merchant revenue optimization, the thermal cycling argument remains fully applicable, and the connector problem remains unsolved until the compression paradigm is replaced.
2.2 The Connector Implication for All HTLS Conductors
While Springer's paper focuses on conductor selection, its findings establish a critically important point when read alongside the connector research reviewed in subsequent sections: the compression connector hoop-stress problem is not unique to ACSS. It affects all HTLS conductors, including those with composite cores rated at 180°C.
The physics of compressive residual stress relaxation under thermal cycling applies to any conductor operating at elevated temperatures. In all cases, the connector's grip is a thermally degrading residual stress artifact created during a one-time crimping event. In all cases, the connector tube alloy loses strength as operating temperature rises, thermal expansion reduces the contact force at the conductor-sleeve interface, and the compressive residual stress that provides the only available grip degrades toward zero. The ORNL data show that significant degradation is already occurring at 125°C to 150°C, well within the continuous operating range of composite core conductors. Section 5 documents empirical confirmation of this failure mode under rigorous third-party test conditions.
A Universal HTLS Problem. Any transmission line operating above the thermal ceiling of legacy ACSR, whether reconductored with ACSS, ACSS/TW, ACCC, or another HTLS conductor type, is subject to the same fundamental compression connector hoop-stress degradation mechanism, differing only in severity and rate as a function of operating temperature. At 180°C, compressive residual stress in a connector is already severely reduced. At 250°C, it is effectively zero.
3. Compression Connector Limitations
3.1 The Electrical Interface: How It Is Created and Why It Matters
When a compression connector is crimped onto a conductor, the clamping force applied by the hydraulic die set creates the electrical interface between the connector sleeve and the aluminum stranding. The quality of this interface, measured by its resistance, determines both the immediate electrical performance and the long-term thermal stability of the connection.
For ACSR conductors, the hardened 1350-H19 stranding (crush resistance: 23,500 psi) resists the inward displacement of the connector bore. This resistance forces the connector material to deform around the stranding, fracturing the aluminum oxide layer on both surfaces. The resulting high compressive forces generate numerous microscopic contact points known as asperities, where bare metal-to-metal contact exists. These are the low-resistance pathways through which electrical current crosses the connector-to-conductor interface.
For ACSS conductors, the fully annealed 1350-O stranding (crush resistance: 4,000 psi) cannot resist the advancing connector bore. Instead of creating the mechanical interaction that generates asperities, the strands simply extrude out from beneath the compression zone. The result is significantly fewer asperities, a substantially higher interface resistance, and a connection that is electrically compromised from the moment it is installed. This behavior also produces the bird-caging commonly observed at ACSS compression connectors, as the extruding strands protrude radially beyond the normal conductor cross-section.
3.2 The Hoop-Stress Problem
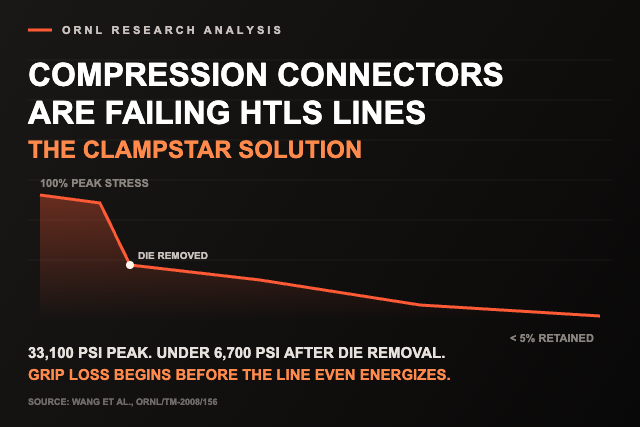
The Wang et al. FEM (Finite Element Model) work, which required 27 hours on one of the world's fastest supercomputers at the time to solve, provides precise quantification of what compressive residual stress actually remains in a connector after the die set is removed. The results are striking: upon die closure, the compressive stress at the conductor section interface ranges from approximately 33,100 to 37,100 psi. After die removal, when the hoop-stress relaxes elastically, the remaining residual stress falls to between 1,700 and 6,700 psi. This represents a retention of only 5.13% to 18.05% of the peak crimping stress.
This is the grip available at ambient temperature, before any thermal cycling has occurred. Every subsequent thermal cycle further reduces this already marginal compressive residual stress field. The connector begins its service life with less than one-fifth of the stress it experienced during crimping, and this fraction continues to decline throughout its operational life.
3.3 Thermal Cycling Degradation: The ORNL Findings on ACSR
| Parameter | Value / Finding |
| Peak stress at die closure (conductor section) | 33,100 – 37,100 psi |
| Residual stress after die removal | 1,700 – 6,700 psi |
| Residual stress retention | 5.13% – 18.05% of peak |
| TSC conductor section: force loss at 200°C heat-up cycle | 92% (heat-up), 94% (cool-down) |
| SSC conductor section: compressive force at 150°C (full tension) | Near zero |
| SSC core-grip: complete force loss | At approximately 300°C, heat-up cycle |
| TSC core-grip: retains significant compressive force | Up to 450°C |
The Wang et al. research series, conducted at ORNL (Oak Ridge National Laboratory) with support from EPRI (Electric Power Research Institute) and DOE (U.S. Department of Energy), developed a comprehensive analytical and experimental protocol for evaluating the lifetime of ACSR splice connectors under thermal cycling. The key findings, applicable to both SSC (Single Stage Connector) and TSC (Two Stage Connector) types, are as follows.
3.3.1 The Conductor Section Fails First
FEM thermal cycling simulations consistently show that the conductor section of a splice connector loses its compressive clamping force far more rapidly than the core-grip section. Under full-tension loading, the conductor section of both SSC and TSC systems begins to show significant compressive stress reduction when thermal cycling temperatures reach 125°C to 150°C. By 200°C, the TSC conductor section has lost 92–94% of its initial compressive force. The conductor section acts as the temperature driver; its rapid degradation causes the connector surface temperature to rise, while the core-grip section is the primary structural anchor that retains the conductor cable at higher temperatures.
3.3.2 The Critical Role of Tensile Loading
A critical finding of the ORNL research is that thermal cycling without tensile loading shows substantially less degradation than the same thermal cycling with tensile loading applied. Simulations without tension show no significant compressive strength reduction until 250°C, while simulations with tension (25% RBS) show 92–95% reduction at 100–125°C. This means that laboratory testing without representative conductor tension dramatically underestimates in-service degradation, a finding with direct implications for standards development, as existing ANSI C119.4 testing does not require representative tensile loading.
3.3.3 The TSC Significantly Outperforms the SSC
The direct SSC vs. TSC comparison reveals a critical structural advantage of the two-stage design for ACSR applications. The principal reason is the material used for the core-grip section: the SSC uses an aluminum core-grip to clamp the steel core, creating a thermally mismatched interface, while the TSC uses a steel fitting sleeve to connect the steel cores, a far more thermally stable arrangement. The SSC core-grip section loses its compressive force completely at the 300°C heat-up cycle, while the TSC core-grip section retains significant compressive stress up to 450°C. Pull-out testing of TSC systems consistently resulted in failure of the conductor wire rather than the connector, confirming the connector's structural superiority on ACSR conductor. It is important to note that while the TSC significantly outperforms the SSC for ACSR applications, neither compression connector type, SSC or TSC, provides adequate performance for ACSS conductors operating at their rated temperature of 250°C, where the thermal degradation mechanism documented in this section reduces compressive grip to effectively zero regardless of connector design.
3.3.4 Lifetime Predictions for ACSR
Combining the FEM thermal cycling simulation results with a governing equation for the frequency-dependent splice surface temperature, the ORNL team derived the following effective lifetime predictions for a standard 600-ft span ACSR Drake conductor system:
| Parameter | Value / Finding |
| 100°C conductor operating temperature (SSC) | ~27,850 thermal cycles (~38 years) |
| 125°C conductor operating temperature (SSC) | ~3,100 thermal cycles (~4.2 years at 2 cycles/day) |
| 150°C conductor operating temperature (SSC) | ~550 thermal cycles (~9 months at 2 cycles/day) |
| Any temperature up to 300°C (TSC) | Shear resistance remains well above service tension through 5,000 cycles |
These findings confirm that even for ACSR, where the initial electrical interface quality is far superior to ACSS, the SSC design is unsuitable for sustained operation above 100°C. The implications for ACSS, which is rated for continuous operation at 250°C, are severe.
3.4 Current Localization: An Additional Failure Mechanism
The Classic Connectors analysis introduces an important failure mechanism not addressed in the ORNL analytical papers: the localization of electrical current transfer within a compression connector. This phenomenon operates regardless of whether the connector is installed on ACSR or ACSS.
Because the connector tube presents lower electrical resistance than the conductor itself, current transfers from the outer strand layer to the tube at two discrete zones: the mouth of the connector (where approximately 70–80% of the current transfers) and deep within the connector at the terminus of the conductor strands (where the remainder transfers). Between these two zones, there is essentially no current transfer, because there is no voltage differential across the strand-to-tube interface in the middle section of the connector.
The thermal energy generated at these current transfer zones, particularly at the high-current mouth zone, is calculated to reach 300°C to 400°C at the microscopic asperities, far exceeding the nominal conductor operating temperature. This localized overheating accelerates the degradation of the interface and the relaxation of residual compressive stress at precisely the locations where that stress is most critical. It also explains why making longer connectors for ACSS provides no inherent electrical benefit: the middle section of the connector carries no current, so additional length only delays the same ultimate failure.
3.5 Material Strength Loss at Elevated Temperature
Independent of connector-specific mechanisms, the aluminum alloys used in connector construction lose significant strength at elevated operating temperatures. Data for the 3003-H14 alloy (used by both major ACSS connector manufacturers under slightly different temper designations) shows ultimate tensile strength reductions from 21,800 psi at 25°C to 13,900 psi at 200°C (63.7% of baseline) and to only 4,210 psi at 300°C (19.3% of baseline). Yield strength at 300°C falls to just 11.7% of its ambient value.
For ACSR connector materials at 260°C, the ORNL thermomechanical testing measured strength reductions of: 1350-H19 conductor: 77%; 3003-H183 sleeve: 67%; 6061-T6 core-grip: 45% (60% with 10-hour thermal hold). These strength losses compound the loss of compressive residual stress, as the connector material becomes increasingly unable to maintain the clamping force that was induced during crimping.
3.6 ACSS-Specific Connector Challenges
3.6.1 The Electrical Interface Deficiency
As established in Section 3.1, the compression of an ACSS connector produces fundamentally fewer asperities than the compression of an ACSR connector, because the fully annealed 1350-O stranding flows plastically out of the compression zone rather than resisting the connector bore. This electrical interface deficiency exists from the moment of installation; it is not a consequence of thermal aging. ACSS compression connectors, therefore, begin their service life with a higher baseline electrical resistance and fewer, lower-quality contact points than equivalent ACSR connectors, leaving a critically reduced margin before thermal runaway occurs. Empirical confirmation of this failure mode is provided in Section 5.
3.6.2 Bird-Caging
Bird-caging, the protrusion of outer-layer strands beyond the normal conductor cross-section, is a direct consequence of the plastic flow of ACSS aluminum stranding during compression. When the strands cannot resist the advancing connector bore, they extrude axially out of the connector and upon clearing the connector bore they expand radially outward, forming the characteristic basket or bird-cage shape at the connector mouth. This is both a visual indicator of inadequate electrical interface formation and a practical problem in its own right. CIGRE Technical Brochure 905 documents bird-caging as a recognized degradation mechanism for both in-span and dead-end compression connectors, noting that it captures water, accelerates corrosion, and is regularly observed in Transmission System Operator questionnaire responses. The technical brochure recommends removal and re-splicing of any bird-caged conductor section.
3.6.3 The Standards Gap
The existing ANSI C119.4 standard, the primary qualification standard for overhead line connectors, was developed in 1962 for ACSR conductors with a maximum continuous operating temperature of 75°C. Its test methodology applies a 50°C thermal uplift to establish a test temperature of 125°C. Applying the same absolute temperature multiplier (398.15K / 348.15K = 1.1436) to ACSS's 250°C operating temperature yields an equivalent test temperature of approximately 325°C. The draft ANSI C119.7 standard, specifically intended to address connectors for aluminum-to-aluminum conductors designed for operation between 93°C and 250°C, is still in development. ACSS connectors have accordingly gone unqualified for nearly the entirety of the technology's service life, and today remain governed by a standard written for a fundamentally different conductor type operating at a 160°C lower temperature.
3.6.4 Installation Errors
Industry consensus attributes 80% of premature compression connector failures (defined as failure within 30 years of installation) to installation errors. The most common are:
- Failure to properly brush the conductor surface before insertion is the principal cause of many failures, as brushing creates surface roughness that increases asperity formation.
- Failure to fully insert the conductor into the connector sleeve before crimping reduces the mating surface area and the depth of core engagement.
- Failure to adequately fill two-die connectors with corrosion inhibitor compound before compression.
- Use of an improper inhibitor compound, particularly critical for ACSS, as standard inhibitors break down at 250°C operating temperatures.
- Inadequate lubrication of dies and presses, resulting in bowed connectors or uneven compression.
Because compression connectors are fully encapsulated after installation, there is no practical means of inspecting installation quality after the fact without X-ray photography, infrared survey, or resistance measurement, all of which are expensive, time-consuming, and can only detect problems after they have already developed.
3.7 Industry Context: CIGRE Technical Brochure 905
CIGRE Technical Brochure 905, "Sustainability of Overhead Line Conductors and Fittings – Conductor Condition Assessment and Life Extension, Volume 1: State of the Art," published in July 2023 by CIGRE Working Group B2.68, provides the global industry-wide context for the connector issues documented in the ORNL research. Drawing on questionnaire responses from 29 Transmission System Operators worldwide, TB 905 establishes that compression fittings have a recognized minimum service life of approximately 20 years and a maximum documented life of up to 95 years in mild environments. The most common replacement criterion is an increasing or unacceptably high rate of failures, a reactive criterion confirming that utilities frequently lack predictive tools to identify failing connectors before they reach a critical state. The document also provides quantitative annealing models (Morgan, CIGRE, and Goh equations) confirming that 1350-H19 tensile strength is reduced by 10% after only 250 hours at 125°C, and establishes a four-tier condition rating system for joint resistance measurement. Critically, TB 905 explicitly limits its scope to conductors operating below 95°C and excludes all HTLS conductors, including ACSS, meaning the most at-risk connector applications are not addressed by the current state-of-the-art sustainability guidance.
4. The ClampStar Solution
4.1 Design Philosophy of the Thermo-Speed-Lock Connector
The Classic Connectors Thermo-Speed-Lock (TSL) product family, comprising dead-end (TSLD), splice (TSLS), and jumper terminal (JTE) connectors, is designed specifically for ACSS conductor. Its fundamental departure from compression technology is the abandonment of compressive residual hoop-stress as the grip mechanism.
Rather than relying on a residual stress state created by a one-time crimping event and thermally degraded thereafter, the TSL connector uses a precision gripping unit tightened by torque-limiting fasteners to apply and maintain a controlled, verifiable clamping force. The torque-limiting fasteners shear at a prescribed torque value, ensuring consistent and repeatable clamping independent of operator judgment or equipment condition. An internal tube captures and retains the exposed steel core of the conductor independently of the aluminum stranding grip.
4.2 How the TSL Addresses Each Known Failure Mode
4.2.1 Electrical Interface Quality
The TSL connector does not rely on plastic interaction between a connector bore and soft aluminum stranding to create the electrical interface. The keeper assembly provides direct, controlled contact between machined surfaces and the conductor strands. Pre-installation surface preparation, specifically, light brushing of the contact surfaces, is specified and results in the creation of asperities through deliberate mechanical action rather than as an incidental byproduct of a crimping process.
4.2.2 Thermal Degradation of Grip
Because the TSL connector's clamping mechanism is mechanically maintained rather than being a residual stress artifact, the progressive loss of compressive force with temperature documented extensively in the ORNL research does not apply in the same manner. The inherent recovery by elastic effect of the bolt and clamp ensures that the gripping unit maintains mechanical engagement with the conductor throughout the thermal cycling range.
4.2.3 Installation Errors
The TSL design systematically eliminates the most consequential installation error categories: no hydraulic press or die set is required; a visible inspection window confirms full conductor insertion before assembly is completed; the correct inhibitor compound is factory-installed; and the torque-limiting fasteners provide verifiable, consistent clamping force. The installation requires approximately three minutes and standard hand tools rather than a hydraulic pump and specialized die set.
4.2.4 Inspectability
Because the TSL connector's clamping elements are visible after installation, sheared fastener heads confirm proper torque application, and the inspection window confirms full conductor insertion, installation quality can be visually confirmed without X-ray. This addresses a fundamental limitation of compression technology, where the quality of the internal interface is permanently concealed after crimping.
4.3 The ClampStar Shunt: Remediation of Existing Connectors
The ClampStar shunt (CSR, CSS, and CS2 series) is an engineered electrical/mechanical bypass device designed to be installed over an existing compression connector that has degraded or failed in service. It functions as a permanent bypass electrical connection while the failed connector continues to carry mechanical tension. This allows restoration of electrical integrity without requiring de-energization, re-tensioning, or replacement of the failed connector.
The ClampStar shunt directly addresses the practical reality confirmed by CIGRE TB 905, that utilities often lack predictive tools to identify failing connectors before they reach a critical state, and that replacement of compression connectors on energized lines is logistically complex. By providing a retrofit solution, the shunt enables utilities to respond to identified connector degradation without waiting for a planned outage. Both the Thermo-Speed-Lock connector and the ClampStar shunt were subjected to rigorous third-party validation under conditions exceeding those required by the applicable draft standard, as documented in Section 5.
5. Empirical Validation: Kinectrics Test Results
5.1 Test Configuration
The current cycling test was conducted by Kinectrics Inc. at their Louisville, Kentucky laboratory, completed February 12, 2026, under Kinectrics Report K-657046-RP-0001 R00 (issued April 29, 2026). The test conductor was 768.2 kcmil Maumee ACSS/TW-HS285, manufactured by Southwire. The test protocol aligned with draft ANSI C119.7 (Draft 14, January 6, 2025), with the following parameters exceeding the minimum draft requirements:
- Preconditioning: 25 cycles at 250°C ±5°C (absolute)
- First Current cycling test: 500 cycles at 335°C ±5°C (exceeding the derived equivalent test temperature of ~325°C) (absolute)
- Second Current cycling test: 500 cycles at 390°C ±5°C (absolute)
- Sustained mechanical tension: 35% RTS at room temperature (exceeding the draft standard's 25% requirement)
- Soak duration: 2 hours per cycle at temperature
Classic Connectors fittings testing included four dead-end connectors (DE1–DE4), four jumper terminal connectors (JT1–JT4), one splice (SP1), and one third-party compression splice (SP2) used as a direct comparative sample. A ClampStar shunt (CSR-1140L-048) was installed over SP2 at cycle 50 upon its failure.
5.2 Electrical and Thermal Results
| Parameter | Value / Finding through 390°C |
| CCI dead-ends: resistance variation thru 1000 cycles | Within ±15% of initial measurement* |
| CCI jumper terminals: resistance variation thru 1000 cycles | Within ±10% of initial measurement* |
| CCI splice (SP1): resistance variation thru 1000 cycles | Within ±5% of initial measurement* |
| Delta of average CCI dead-end temperature vs. average control conductor 335°C and 390°C | 240°C and 271°C |
| Delta of average CCI jumper terminals temperature vs. average control conductor 335°C and 390°C | 247°C and 281°C |
| Delta of average CCI splice (SP1) temperature vs. average control conductor 335°C and 390°C | 238°C and 267°C |
| Temperature stability, cycles 250–500 & 750-1000 | Within +/-15% of average — Criterion 2 PASSED |
| Temperature stability, cycles 375–500 & 875-1000 | Within +/-7.5% of average — Criterion 3 PASSED |
| Compression splice (X-A): thermal runaway | Cycle 50 — temperature exceeded control conductor |
| ClampStar shunt over failed compression splice | Stable resistance and temperature from cycle 50 through cycle 1000 |
*draft ANSI C119.7 allows ±20%
The contrast between the two splice connectors in the same test loop is unambiguous: the third-party compression splice failed in thermal runaway within 50 cycles, while the Classic Connectors TSL splice maintained resistance stability within nearly half the allowable variation for all 1000 cycles. The ClampStar shunt, installed over the failed compression splice at cycle 50, immediately restored stable electrical and thermal behavior and maintained it for the remaining 1000 cycles of the test.
5.3 Tensile Test Results
A separate tensile test conducted at Classic Connectors' facility in Prescott, Alabama, tested the TSL Dead-end Connector against a conventional two-die compression deadend on the same conductor sample (768.2 kcmil Maumee ACSS-TW-MA5, (UHS), RBS = 26,500 lbf). The TSL Dead-end Connector was tested through multiple load hold points:
- 60% RBS (15,900 lbf): held 15 minutes — no slippage or distress
- 77% RBS (20,405 lbf): held briefly — no slippage or distress
- 90% RBS (23,850 lbf): held 1 minute — no slippage or distress
- 95% RBS (25,175 lbf): held 1 minute — no slippage or distress
- Maximum load achieved: 27,296 lbf — 103% of conductor RBS
Failure occurred as a midspan rupture of the steel core approximately 36 inches from the connector body, confirming that the connector itself was not the structural limiting element. This constitutes a successful ANSI Class 1 tensile test.
5.4 High Voltage Corona Testing
Corona inception and extinction voltage testing was conducted by Mississippi State University's High Voltage Laboratory (Report No. 2025hv291–2299, May 15, 2025). Seven connector samples from different Classic Connectors product families were tested across single-phase and three-phase configurations at voltages up to 522 kV line-to-ground (equivalent to a 904 kV three-phase system voltage). In the highest voltage test, a terminal with pad and corona shields was tested at 522 kV line-to-ground with no corona present, confirming suitability for UHV applications.
6. Conclusion and Path Forward
The evidence reviewed in this report leads to a clear and well-supported conclusion: compression connector technology is physically unsuitable for the high-temperature, high-ampacity applications that HTLS reconductoring demands. The failure is thermodynamic in nature, rooted in the physics of residual stress relaxation, thermal expansion, and material strength loss, and no incremental improvement to the compression paradigm can overcome it.
For utilities deploying ACSS, the most capable and now demonstrably competitive HTLS conductor available, this failure is acute. The soft, fully annealed aluminum stranding that makes ACSS thermally stable also makes it incompatible with compression connectors from the very first installation. A compression connector on ACSS begins its service life with a compromised electrical interface and a grip mechanism that will approach zero as the conductor approaches its rated operating temperature.
For utilities deploying composite core conductors at 180°C, the problem is less severe but no less real. The same hoop-stress degradation mechanism applies; only the rate differs.
The ClampStar Thermo-Speed-Lock connector resolves this at its root by abandoning the residual hoop-stress paradigm entirely. A mechanically maintained gripping unit, torque-limited fasteners, factory-installed inhibitor, a visual inspection window, and no hydraulic press required, together these eliminate every documented failure mode of compression technology. The Kinectrics test demonstrates that this is not a theoretical improvement: TSL fittings completed 500 cycles at 390°C under 35% RBS tension with resistance stability within half the allowable variation, while a conventional compression splice in the same test loop failed before one-tenth of the required cycles were complete.
For the significant installed base of compression connectors already in service on HTLS lines, the ClampStar shunt provides a proven retrofit path, restoring electrical integrity without a line outage, as demonstrated in Section 5.
The grid is being asked to carry more power at higher temperatures than any of its components were originally designed to handle. ACSS conductor is ready for that challenge. The Thermo-Speed-Lock connector and ClampStar shunt ensure that the weakest link in the system no longer has to be its connectors.
Forward-Looking Recommendation
Any utility planning an HTLS reconductoring project, whether using ACSS or composite core conductor, should evaluate connector qualification testing under representative HTLS conditions per draft ANSI C119.7 rather than the legacy ANSI C119.4 standard. Connector testing conducted without representative tensile loading and at temperatures appropriate only for ACSR does not qualify a connector for HTLS service. The Kinectrics test results presented in Section 5 represent the most rigorous available demonstration of connector performance under realistic ACSS service conditions.
Appendix A: Source Documents Reviewed
The following eight documents form the evidentiary basis for this report. All findings are traceable to these sources.
| Document | Type | Contribution |
| Wang et al. (PVP2008) [1] | ASME Conference Paper | Foundational FEM and experimental methodology for SSC lifetime prediction on ACSR. Establishes compressive residual stress as the primary lifetime indicator. |
| Wang et al. (ICREPQ'12) [2] | Conference Paper | Extends methodology to SSC and TSC for ACSR. First direct SSC vs. TSC performance comparison. Introduces TSC lifetime governing equations. |
| Wang et al. (ORNL/TM-2008/156) [3] | ORNL Technical Report | Full primary report from which the IEEE journal paper was derived. Complete thermomechanical test data, FEM simulation, neutron diffraction validation, and SSC lifetime prediction methodology. Jointly sponsored by DOE and EPRI. |
| Jiang, Wang et al. (ASME IMECE 2012) [4] | Conference Paper | First comparative study of ACSR and ACSS two stage splice connectors at high temperature. Introduces ACSS-specific lifetime trend curves. |
| CIGRE TB 905 (2023) [5] | Industry Technical Brochure | State-of-the-art review of OHL conductor and fitting sustainability. Covers annealing models, bird-caging, joint resistance measurement, and asset management practices globally. |
| Springer (Springer Power Consulting) [6] | Independent White Paper | Objective engineering assessment of HTLS conductor technologies for regulators and planners. Establishes ACSS/TW as the highest-capacity HTLS option and provides the regulatory and economic framework for conductor and connector investment decisions. |
| Tamm, C.R. — Classic Connectors Draft [7] | Manufacturer White Paper (Draft) | Synthesizes ORNL research to argue compression technology is unsuitable for ACSS service. Introduces current path localization analysis and the ClampStar/TSL connector as a solution. |
| Kinectrics Test Package (2025–2026) [8] | Certified Laboratory Test Reports | Current cycling (Kinectrics K-657046-RP-0001 R00, 500 cycles at 335°C); tensile test (103% RBS); and corona testing (522 kV L/G) of Classic Connectors TSL fittings on 768.2 kcmil ACSS/TW-HS285 Maumee conductor. |
Appendix B: References
For complete traceability, the following references correspond to the source documents reviewed. PDFs of each document are accessible by clicking each hyperlink where shown.
Appendix C: Abbreviations and Definitions
| Abbreviation | Definition |
| AAC | All Aluminum Conductor |
| AAAC | All-Aluminum Alloy Conductor |
| AACSR | Aluminum Alloy Conductor, Steel Reinforced |
| AC | Alternating Current |
| ACSR | Aluminum Conductor, Steel Reinforced |
| ACSS | Aluminum Conductor, Steel Supported |
| ANSI | American National Standards Institute |
| ASME | American Society of Mechanical Engineers |
| AWM | Aircraft Warning Marker |
| BFD | Bird Flight Diverter |
| CCI | Classic Connectors Inc. |
| CIGRE | Conseil International des Grands Réseaux Électriques (International Council on Large Electric Systems) |
| CTE | Coefficient of Thermal Expansion |
| DAQ | Data Acquisition System |
| DC | Direct Current |
| DOE | United States Department of Energy |
| DSO | Distribution System Operator |
| EEI | Edison Electric Institute |
| EPRI | Electric Power Research Institute |
| FEM | Finite Element Model (or Finite Element Method) |
| FERC | Federal Energy Regulatory Commission |
| HTLS | High Temperature, Low Sag |
| IACS | International Annealed Copper Standard (unit of electrical conductivity) |
| IEEE | Institute of Electrical and Electronics Engineers |
| ISO | International Organization for Standardization |
| kcmil | Thousand Circular Mils (unit of conductor cross-sectional area) |
| kN | Kilonewton |
| ksi | Kilopounds per Square Inch |
| kV | Kilovolt |
| lbf | Pounds-force |
| MVA | Megavolt-Ampere |
| NDE | Non-Destructive Evaluation |
| NEETRAC | National Electrical Energy Testing, Research and Applications Center |
| NESC | National Electrical Safety Code |
| OHGW | Overhead Ground Wire |
| OHL | Overhead Line |
| OPGW | Optical Ground Wire |
| OPPC | Optical Fiber Composite Phase Conductor |
| ORNL | Oak Ridge National Laboratory |
| psi | Pounds per Square Inch |
| QMS | Quality Management System |
| RBS | Rated Breaking Strength (used interchangeably with RTS across source documents) |
| RTS | Rated Tensile Strength (used interchangeably with RBS across source documents) |
| SCC | Single Stage Connector (alternate abbreviation used in some ORNL papers; same as SSC) |
| SEM | Scanning Electron Microscope |
| SSC | Single Stage Splice Connector |
| TC | Thermocouple |
| TMF | Thermal-Mechanical Fatigue |
| TSC | Two-Stage Splice Connector (also referred to as Two-Die Connector) |
| TSL | Thermo-Speed-Lock (Classic Connectors product designation) |
| TSO | Transmission System Operator |
| TVA | Tennessee Valley Authority |
| UHV | Ultra High Voltage |
| UHS | Ultra High Strength (as in HS285 steel core designation) |
Appendix D: About the Authors
Carl Tamm, Technical Author, is President of Classic Connectors USA and a 35-year veteran of the electrical industry. He is a nationally recognized technical authority on power grid hardware and a premier forensic subject matter expert on the root causes of overhead power line connector failures, having conducted forensic analysis of hundreds of failed connectors in the field. Carl serves as a voting member of the CIGRE US National Committee, the IEEE-PES Transmission, Protection & Control Committees, and the ANSI C119 Committees, and is the former Chair of the ANSI C119.7 Committee, the standards body developing the connector qualification standard for high-temperature conductors that is central to this paper's findings.
Trisha Crawford, Technical Author, is a Design Engineer with Classic Connectors USA with a demonstrated history in the mechanical and industrial engineering industry. She holds a Bachelor of Science in Mechanical Engineering from the University of Alabama at Birmingham and brings specialized expertise in CAD-based product development, including proficiency in AutoCAD, SolidWorks, and Autodesk Inventor. Her design engineering background informs the technical precision and product development work underlying the ClampStar and Thermo-Speed-Lock connector families documented in this report.
Chris Costanzo, Contributing Author, is Director of Market Development and a founding member of Classic Connectors USA. With more than 40 years as a sales and marketing professional, including two decades of specialized leadership within the electric utility industry, Chris has been instrumental in the development, commercialization, and strategic market positioning of ClampStar® throughout its 18-year history. His deep understanding of utility constraints, contractor needs, and grid modernization priorities makes him uniquely qualified to communicate the practical significance of the engineering findings presented in this report.
End of Report — Prepared June 2026 — All findings traceable to source documents listed in Appendix B
Click here to access a link to a downloadable print-ready version of this article.

The Weakest Hour Meets the Weakest Link
ICF's 2026 demand report calls for getting more out of the grid we already have. Here is the component that plan rests on.
ICF released its 2026 demand growth report last week, Electricity Demand Growth: How Will the Grid Keep Pace?, and it deserves your attention precisely because it isn't advocacy. It's a self-funded analysis from a consultancy that models the grid for a living, and its numbers are sobering.
Total U.S. electricity demand will be up 21% by 2030 and 39% by 2035 from 2026 levels. Peak demand will be up 14% by 2030 and 25% by 2035. And against that growth, ICF counts roughly 26 GW of excess generating capacity nationwide above minimum reliability requirements: about 3% of the U.S. fleet. In ERCOT and PJM, the number is zero. Not “tight.” Zero. SERC and NYISO are forecast to follow within a few years.
Yes, a historic generation buildout is underway; ICF projects 445 GW of additions from 2026 through 2030. But read the fine print: only 68 GW arrives in 2026, and on a peak-contribution basis, those 445 GW deliver only about 191 GW of dependable capacity. Meanwhile, the loads are asking for service now.
So what does ICF prescribe for the gap years? Better use of what's already built. Grid-enhancing technologies. Higher utilization of existing corridors. Conditional firm service that connects new loads today using the grid's spare capacity, in exchange for curtailment during constrained hours. FERC Orders 881 and 1920 already point in the same direction.
The report's transmission section puts it in language worth pinning to the wall of every planning department. Transmission investment is rising steadily (roughly $178 billion planned by investor-owned utilities for 2025 through 2028, per EEI figures cited in the report), and ICF calls transmission the primary enabler of future load growth. Then comes the qualifier: how quickly that growth can be served will depend as much on optimizing the grid we already have as on completing the major projects. I agree with every word of it. And I want to talk about the assumption buried inside that qualifier, the one nobody at ICF, or FERC, or most utilities ever examines.
Every better-utilized line hangs on its connectors
When we say a transmission line will run at higher utilization, here is what we mean physically: more current, more of the time, through every component in the circuit. The conductor. The suspension hardware. And the connectors (splices and dead-ends).
The conductor gets all the attention. It has a thermal rating, a sag model, and sometimes a dynamic rating system watching it in real time. The connectors get none. They are assumed to be at least as good as the conductor they join.
That assumption is roughly 100 years old, and it is wrong.
The compression connector, the industry's default connector technology since the 1920s, depends on residual mechanical stress from the crimping operation to maintain its electrical interface. Published research tells us how little of that stress survives: after the compression die is removed, the connector retains only 5–18% of peak crimping stress. Thermal cycling then relaxes 92–95% of what remains. The degradation is internal, invisible from the ground, and cannot be remedied by any surface treatment or coating.
This is not a fringe concern. Consider where the standards stand: the published ANSI standard for transmission connectors, C119.4, covers connectors designed for normal operation at or below 93°C. C119.7, the standard intended to qualify connectors for high-temperature conductors, remains unpublished after years of committee work. The industry is deploying conductors rated to 250°C, governed by connector standards written for 93°C. That gap is the story.
Independent testing puts numbers on the gap. In thermal cycling performed at Kinectrics (report K-657046), a conventional compression splice failed at cycle 50. A ClampStar® shunt on the same program completed a total of 1,000 cycles, 500 at 335°C and 500 at 390°C without degradation.
Thin margins make the contingency case real
Here's where ICF's reserve-margin math connects directly to hardware. A grid with a 3% national cushion and zero in its two largest markets is a grid where N-1 contingency events stop being planning abstractions and become operating reality.
Consider two parallel lines sharing a corridor, a configuration found across every RTO. When one trips, the survivor picks up the load, roughly doubling the current it carries. Because heating scales with the square of current, doubling the current quadruples the I²R heating at every connector, driving the conductor toward its maximum rated temperature (250°C for ACSS). To be precise, utilities don't operate anywhere near that temperature continuously, and shouldn't. But the contingency case is exactly what qualifies the hardware. Connectors on both parallel lines must be rated for the full temperature the conductor can reach under N-1, because on the day one line is lost, the other line's splices are all that stand between a contingency and a cascading outage.
A compression connector that has quietly relaxed through twenty years of thermal cycles meets that emergency condition at the worst possible moment.
The weakest hour, the weakest component
One of the report's sharpest lines comes from its demand-response analysis: “reliability depends on the weakest hour, not the best hour.” ICF wrote it about customer programs, and it's exactly right. A resource that delivers early in an event but fades before it ends is not dependable capacity.
The same logic governs hardware. Reliability depends on the weakest component, and on a heavily utilized transmission line, the weakest component is seldom the conductor. It's the connector: unmonitored, unrated for the duty it's being asked to perform, and degrading in a way no inspection from the ground can see.
Some utilities have quietly reached this conclusion already. At least one major utility's publicly filed wildfire mitigation plan includes a dedicated, ongoing splice-shunting program as a named risk-reduction activity: a formal acknowledgment, in a regulatory document, that legacy splices are a fire and reliability risk worthy of systematic remediation.
What connector readiness looks like
If your system is on ICF's map of high-growth, low-headroom regions, the question to put to your standards and asset-management teams is simple: when this line runs hotter, what is the rated temperature of every splice and dead-end on it, and how do we know?
For circuits where the honest answer is "we don't," ClampStar® Engineered Electrical/Mechanical Shunts offer a path that doesn't require cutting the conductor or taking the extended outages of full splice replacement. A ClampStar unit installs over the existing connector, restoring full mechanical strength and providing a parallel electrical path independently verified through 1,000 thermal cycles at temperatures well beyond the 250°C rating of ACSS, qualifying the connection for the duty the next decade will actually demand of it.
ICF has told us where the demand is going and why the grid will be asked to do more with the lines it already has. The conductor community has spent a decade preparing for that future. The connector question is the one still sitting unexamined in the middle of every uprated span.
It's worth asking before the weakest hour finds the weakest link.
Click here to access a link to a downloadable print-ready version of this article.
The Great Grid Illusion: Are We Overpaying for Transmission Conductors?
As the nation races to modernize its aging power grid, utilities are spending billions of dollars on massive infrastructure upgrades. Because these investments are folded into consumer electricity rates for the next 50 years or more, spending this money prudently is critical. But a debate is emerging over the very conductors that carry our electricity—and balancing promotional claims against engineering realities across different applications is essential.
On one side, we have traditional steel-core conductors, the long-standing workhorses of the grid. On the other hand, "polymer composite core" conductors are increasingly being adopted as a modern, high-tech solution. While these higher-priced composite conductors offer unique benefits, evaluating their cost-effectiveness across all scenarios requires objective scrutiny. According to a recent engineering assessment by Springer Power Consulting, some of the broader claims surrounding composite cores in certain cases warrant closer examination.
Click to read the rest of this T&D World Magazine article.

Unlocking 275 GW of Grid Capacity: The Hidden Hardware Risk of FERC 881
Unlocking 275 GW of Grid Capacity:
The Hidden Hardware Risk of FERC 881
We applaud organizations like FERC, PJM, and MISO for their proactive efforts to maximize our existing power grid. The recent push for Grid-Enhancing Technologies (GETs), Dynamic Line Ratings (DLRs), and the implementation of FERC Order 881 for ambient-adjusted transmission ratings are essential steps forward.
Combined with the DOE's recent $1.9 billion SPARK funding initiative and the NERC 2025 Long-Term Reliability Assessment's urgent call to bridge the "capacity gap," it is clear we must unlock capacity on our existing rights-of-way.
However, as we champion these ampacity-increasing programs, we must address a critical technical vulnerability and a widely misunderstood limitation: the N-1 contingency.
Driving increased ampacity rates on existing transmission lines means pushing significantly higher current flows through aging infrastructure. When you combine this with strict N-1 contingency requirements, where the grid must instantly absorb rerouted power from a failed companion circuit, these lines are forced to carry loads they have rarely, if ever, experienced.
The N-1 Reality Check: Why 180°C Isn't Enough
Under N-1 reliability standards, transmission lines must maintain reserve capacity to instantly absorb the load of a failed shared line. Because conductor temperature rises non-linearly with current, calculating this reserve isn't straightforward. Factoring in Dynamic Line Rating (DLR) variables, such as wind, solar absorptivity, and also conductor construction, further complicates the math. As a result, the 85°C and 120°C figures used in the subsequent analysis are practical illustrations, not exact calculations.
For example, if you are looking at lines with a maximum rating of 180°C, N-1 dictates that their continuous, everyday usable capacity is severely throttled back, often hovering around just 85°C.
On the other hand, advanced lines, such as ACSS/TW rated for 250°C, can comfortably operate continuously around 120°C. When the industry hears about new technologies pushing 180°C, it sounds perfectly reasonable on the surface. But without factoring in the severe N-1 penalty, operators are caught off guard when their usable capacity drops drastically, leading straight to grid congestion and skyrocketing congestion rents. To put the cost of congestion rents into perspective, U.S. utilities spent upward of $8.3 billion on them in 2024.
The Immediate Danger to Physical Hardware
Even if you have lines capable of operating at 250°C, legacy connectors, including splices, deadends, and suspension clamps, are typically only rated for 100°C to 125°C. When an N-1 event pushes that 120°C continuous load up toward the 250°C limit, the risk of catastrophic connector failure and subsequent line drops increases significantly.
The Push for New Standards
The industry is already working to mitigate these thermal challenges, with rigorous, ongoing tests at NEETRAC (National Electric Energy Testing, Research and Applications Center) and EPRI (Electric Power Research Institute) to develop the new ANSI C119.7 standard for high-temperature, high-stress conditions. But to safely realize the benefits of FERC Order 881 today, grid modernization policy must account for the physical limits of our existing hardware.
The Solution: Engineered Electrical / Mechanical Shunts
The most logical, rapid, and highly reliable solution for these anticipated thermal problems is the installation of engineered electrical/mechanical shunts, such as ClampStar®. These shunts permanently bypass aging and degrading connections, creating a parallel electrical path of lower resistance that carries the load around the limiting connector and keeps the original hardware cool.
Crucially, because they safely increase the power-carrying capacity and efficiency of existing transmission lines, ClampStar engineered electrical/mechanical shunts directly meet the definition of a Grid-Enhancing Technology (GET). By resolving thermal bottlenecks and maximizing the usable ampacity of the current infrastructure, they serve as a vital, hardware-based GET that enables the grid to handle more power without the cost or delay of full reconductoring.
Consider the immediate impact of deploying this technology:
Unlocking 275 GW of Latent Capacity: By upgrading the roughly 30,000 circuit miles of artificially throttled ACSS on the U.S. grid with engineered shunts, we can instantly unlock an estimated 275 GW of latent power capacity, without pulling a single foot of new conductor. This is based on an analysis of 2,920 circuit miles, which represents 10% of the total existing ACSS conductor.
Massive Economic Benefits: By relieving grid congestion and avoiding exorbitant congestion rents, this technology can generate an estimated $48 billion in annual revenue increases.
The Ultimate Thermal Headroom: While ClampStar units are engineered and tested to survive temperatures up to 390°C, we know operators aren't running lines at that temperature daily. The real value is the thermal headroom. It ensures that when an N-1 event forces your 250°C rated lines to spike to their absolute limit, the connectors won't be the weak link that brings the grid down. ClampStar runs up to 126.3°C cooler than the conductor itself.
Flawless Reliability: With over 18 years of global deployment and several hundred thousand units installed, ClampStar has a flawless track record with no known failures.
We cannot squeeze more power out of our existing grid without first ensuring the hardware holding it together won't succumb to thermal runaway. Engineered shunting and connector reinforcement must be included in standard grid optimization strategies; it is the fastest, most cost-effective path to safely powering our digital economy.
Call 800-269-1462 today to schedule a technical briefing on maximizing your N-1 operating capacity.
Click here to access a link to a downloadable print-ready version of this article.

Wildfire Mitigation Benefits of ClampStar Engineered Electrical/Mechanical Shunts
As wildfire seasons become increasingly severe, the need for robust wildfire mitigation strategies has never been more critical. The risks posed by electrical systems operating in overgrown, dry environments are substantial, making effective management essential for asset managers, operations, and maintenance personnel. One promising solution lies in the innovative design of ClampStar® engineered electrical/mechanical shunts, which provide a vital layer of protection through their reinforcement capabilities of suspension clamps, deadends, and splices, both compression and automatic.
A Preemptive Approach to Safety
Wildfires can stem from the simplest of failures within electrical infrastructure — from poor installation practices to corroded connections. The installation of ClampStars effectively serves as a proactive approach against such catastrophic incidents while delivering peace of mind, similar to an insurance policy but without having to pay annual premiums. By reducing electrical resistance thereby eliminating high-temperature connections, these shunts enhance system resilience and reduce the likelihood of arcs and ground faults that can ignite wildfires.
Notably, overhead splice shunts are determined to be the #3 method for wildfire risk activity effectiveness. Only Public Safety Power Shutoffs (PSPS) and undergrounding electric lines have a higher effectiveness rating.
Versatile Applications
ClampStars are engineered to function optimally across various electrical configurations, including suspension clamps, deadends, compression splices, and automatic splices. Clampstar’s capacity to reinforce electrical and mechanical connections helps extend the life of conductors and components, which in turn increases the lifespan of the entire system while minimizing failure points. Due to ClampStar's 390℃ rating, these shunts ensure reliable electrical connectivity, maintaining a balanced system even under increased loads.
Compression splices benefit from ClampStars by enhancing the mechanical integrity of joints, ensuring that there are no loose connections that could lead to elevated temperatures and eventual ignition. Automatic splices are particularly challenging due to their evolving operational conditions, yet integrating ClampStars provides an additional layer of thermal stability and conductivity, ensuring that even in the event of fault occurrence, the resulting heat is rapidly dissipated.
Budget-Friendly Solutions
For asset managers, the upfront investment in ClampStar technology can often be categorized as a capital expense, depending on an organization's specific accounting policies and regulatory guidelines, because it is an upgrade and life extension of existing assets. This classification allows for budgeting flexibility that aligns with long-term organizational goals. Given its potential for reducing liability and protecting against devastating infrastructure failures, the return on investment is notably strong when considering the catastrophic costs associated with wildfire incidents and the subsequent loss of infrastructure.
Engineering Excellence Meets Practicality
From a technical perspective, the design of ClampStars boasts advanced material science and engineering principles aimed at high performance in adverse conditions. The dual-action design leverages both electrical and mechanical properties to ensure that every connection maintains peak operational efficiency, thus reducing service interruptions and enhancing overall system reliability.
Moreover, ClampStar technology undergoes rigorous testing to ensure compliance with industry standards, resulting in a platform that not only supports the operational needs of linemen and engineers but also exceeds the specific safety requirements set forth by regulatory bodies.
Conclusion
The adoption of ClampStar engineered electrical/mechanical shunts represents a forward-thinking approach to wildfire mitigation within electrical systems. By enhancing the reliability of suspension clamps, splices, and deadends, and ensuring heightened safety standards, ClampStars serve as a critical enhancement to today’s electrical infrastructure. As organizations prioritize the prevention of catastrophic incidents, this innovative solution not only safeguards assets but also contributes to a sustainable operational environment, ensuring that the risks associated with electrical infrastructure are managed effectively for years to come.





Extending the Life of Overhead Aging Assets with Focus on the Energized Portion of Transmission Line
CARL R. TAMM
Classic Connectors, Inc
USA
SUMMARY
The 21st Century has been deemed “The Era of Rebuilding.” Infrastructure around the globe, much built in the early 20th century, including roads, bridges, pipelines, and not to be ignored, our electrical infrastructure! As it turns out, nothing lasts forever – because forever is a long time! The focus of this paper is “Extending the Life of Overhead Aging Assets” of the electric infrastructure, both transmission and distribution. Most particularly the transmission system, which is already overloaded beyond original design capacities, and the demand continues to increase. The concept of electric vehicles and the retirement of petroleum-fueled vehicles is definitely a threat to the system, both generation and transmission.
Focusing on the Energized portion of the system basically includes anything below the insulators, including the conductor, deadends, splices/joints, terminals, and suspension clamps or systems. Most utilities are finding various problems on an increasingly frequent basis, and several have experienced “dropped conductors” for various reasons. Among those reasons are connector failures, predominantly those under tension. Over time, the electrical interface between the connector and the conductor degrades, increasing in electrical resistance, which in turn generates heat with the passage of current. If this is left unmitigated, the increasing resistance will eventually lead to thermal runaway and the connector will fail mechanically in a catastrophic fashion. The resulting electrical outage is a significant cost to the utility, and this is discounting the possibility of fire, obstruction of traffic, destruction of property and in the worst-case scenario, loss of life.
Other factors resulting from age are damaged conductors, especially those having fatigued strands within suspension systems, as well as abrasion from loose spacers, dampers, or spacer-dampers, contact with vegetation, and on occasion, damage from a bullet.
This paper addresses these issues and introduces mitigation strategies to restore the damage to like-new or better than the original condition, both mechanically and electrically. These proven and well-established mitigation methods are fast, economical, and can be accomplished on energized lines without an outage. The integrity of the restoration will meet or exceed the original design parameters.
ASSESSMENT
When it comes to assessing the life extension of aging overhead assets, many factors must be considered. Obviously, the condition of the components is somewhat paramount, including everything from tower foundations, counterpoise, the structure itself, corrosion, attachment hardware, insulators, and of course the energized components being deadends, splices/joints, suspension clamps/systems, and the conductor itself.
It is necessary also to look at long-range plans. Is this line scheduled for rebuild, possibly due to corrosive conditions of the core, which cannot be readily repaired? Is this line scheduled for a voltage uprate including substation equipment at both ends? Can additional right-of-way be obtained to complete a voltage upgrade? Is a thermal uprating required to comply with regulatory requirements? State and Local regulations and environmental concerns must be addressed during the planning process.
A further aspect is “hardening” the line, making it more resilient to the myriad of issues, which might render it inoperable, resulting in an outage. For the most part, most utilities have dealt with issues such as storms or overload conditions in a reactive manner – however, taking a proactive approach to resilience – preventative maintenance – or “uprating/upgrading” to avoid the term “maintenance” has proven the most economical approach in almost every industry. Not really different than changing the oil in your vehicle, or replacing tires before they fail!
As stated in the summary, we will be focusing on the energized portion of the transmission line.
GENERAL INSPECTION
A physical inspection of the line will be a prerequisite to making a determination on what must be addressed, and when the work must be done. A popular method in recent years has been the use of helicopters, and UAV’s (unmanned aerial vehicles) allowing personnel access to visibly inspect and photograph (visual, ultraviolet, and infrared), and assess the severity of wear on attachment hardware, insulators, and the conductor itself, checking for signs of abrasion from loose hardware such as spacers, dampers, or spacer-dampers, or from contact with vegetation, or even gunshot damage.
These methods answer several questions, which can be assessed visually for the entire system, and IR may give hints of thermal issues such as broken stranding within suspension systems and may locate some overheated connectors. However, a few things tend to mask IR readings, most particularly higher wind speeds of as little as 3-4 m/s when combined with a light electrical load.
The original method for making such assessments of steel core condition involves cutting out a few sections of conductor and making physical examinations. This of course requires new conductor to be spliced back in place of the section removed, and typically requires an outage. Some consideration should be given to the locations chosen as samples to assure they are “typical” for the line, and areas likely to be suspect, such as along coastal environments or other corrosive atmospheres should also be inspected.
A rather modern method for assessing the condition of the core involves the use of robotic line survey tools, such as LineVue® developed by Kinectrics. These devices can travel along a section of conductor and measure the remaining strength of the core and are reliable and very cost-efficient as this can typically be done on energized conductors. They are also capable of detecting broken strands which are not visible. From this information, a reasonable determination may be made regarding the remaining life of the conductor.
Once it is determined that the conductor has sufficient service life remaining, the remainder of the energized portion of the line must be assessed. If the conductor has several years of service life remaining, and the need to reconductor is not required, a program to extend the life of the asset, and restore its full electrical and mechanical integrity by employing Engineered Electrical/Mechanical Shunts, may prove to be an economical option.
REVIEW OF SUSPENSION CLAMPS / SYSTEMS
Many older lines were originally built without dampers. Following a few failures due to strand fatigue caused by Aeolian vibration, most lines were fitted with dampers to prevent further degradation. Nonetheless, vibration damage is still detected today. This is partially due to damage that occurred on older lines prior to being outfitted with vibration dampers. Fatigue failure due to bending stresses which exceed the endurance limit are cumulative, and the final failure or strand breakage may not occur for several years. While vibration-damping technology has made numerous improvements, dampers are not generally 100% effective. Given sufficient time, abrasion, known as “fretting” will occur, and or fatigue of the strands resulting in a break. This occurs at fixed points, predominantly suspension clamps and deadends, and at semi-fixed points such as spacers on bundled conductors. Detecting these broken strands is difficult. Various methods employ techniques such as pulsed eddy currents, analysis of deviation from natural frequencies, and more commonly, X-Ray and IR. These methods have been employed but often with less than satisfactory or consistent results.
X-Ray will have some dependency on the resolution of the images, and the location of the equipment in relation to the strand breakage, which could be shielded in the image by the steel core of an ACSR conductor. IR may detect severe strand breakage due to current density in the remaining unbroken strands, provided the electrical load is sufficiently high and the wind speed is sufficiently low. The suspension systems which employ helical-formed rods have a tendency to mask this condition, but strand breakage under these rods has been found.
Should broken strands be detected, it will be necessary to mitigate these locations. This likely will not require mitigation of the entire line as wind velocities vary greatly based on terrain. Upon finding a few such instances, one must be cognizant of the cumulative effects mentioned earlier and recognize that these few represent the weakest and worst-case examples. However, it is likely that others are just short of the endurance limit and prone to failure soon.
ASSESSMENT OF CONNECTORS
The connectors are typically considered the “weakest link in the chain” and are also commonly the principal reason for assessing the remaining service life. Both Splices/Joints and deadends must be assessed.
When Compression fittings were designed, the parameters considered by the designers were for “a 30-year life expectancy, operating on a conductor of a maximum continuous temperature of 75°C.” This evolved from the original copper standards of a maximum 30°C Rise over a 40°C ambient (i.e., 70°C) but with the allowance of conductor manufacturers, ACSR rated for 75°C, the target of the standard was bumped up to match the conductor. Then, as now, a connector was considered failed when it reached the temperature of the conductor on which it is mounted. Thus, there is no “normal” or lifetime connector operating temperature – it is dependent on the conductor temperature. For example, a connector operating at 60°C on a conductor which is operating at 75°C is perfectly acceptable (but it is getting on the high side) whereas the same connector operating at 60°C on the same conductor at 55°C is considered “failed” electrically. If not addressed, the continued rise in connector resistance will result in an increase in temperature in a condition known as “thermal runaway” and will result in a catastrophic mechanical failure.
Having 100 years of empirical evidence with aluminum in prominent use, it is generally accepted that a properly installed, utility class, overhead compression connector will serve 40-70 years provided it is operated within its design thermal limits. Apart from temperature limits, correct installation is paramount and results in connectors failing in less than 2 years or living to be 100 years old.
Connectors designed 80-100 years ago were generally heavier than their present-day (since the 1980’s) counterparts. If you have some old catalogs dating back to the 50’s or 60’s, just compare the same part number from that time frame with the modern connector bearing the same part number! The newer one will be shorter and weigh less than the original design. This is because in the late 80’s, actually July 2, 1987, was when the term “leveraged buyout” was coined, and the strategy of business changed dramatically. People with accounting backgrounds were moved into the management roles previously occupied more commonly by engineers. Many of the “accountants” looked at the bottom line and started cutting costs, charging engineering to pare back the product until it was just enough to pass the minimal performance standard! That is what we would call IEC 61284, ANSI C119.4, and all the other connector standards around the globe! Such Standards are the measure of performance for a connector to be accepted on the market – it must “at least” perform to the standard – no one complains if it performs better.
Inhibitor is a great concern. The general direction of electric utilities today is to operate lines as close to full capacity as possible, which brings additional heat into the equation. The original inhibitors utilized mineral oil as a base. With a maximum conductor temperature of 75°C and a properly installed connector operating in the 45-50°C range, this is perfectly acceptable.
However, mineral oil has a flash point of 168°C (335°F). This means that the volatility, or evaporation rate, is sufficiently intense at this temperature that enough concentration of outgassing vapor is being produced to ignite spontaneously with air. Mineral oil inhibitor has been found to have dried up in failed fittings and does not provide a barrier to water/electrolyte and oxygen ingress.
Temperature plays a major role in the evaporation rate of mineral oil and it is obvious that higher temperatures are a problem. High-temperature inhibitors utilize synthetic oils which have notably less volatility and higher flash points, and were developed for connectors operating above 93°C.
However, the connectors existing on aged transmission lines (those being addressed regarding the concept of Life Extension) were installed with mineral oil-based inhibitors. This includes connectors for ACSS, a conductor designed for continuous operation at 250°C. Suitable high-temperature inhibitors were not introduced until 2001. ACSS was introduced in the 1970’s, and there has been a substantial amount of it installed prior to the advent of high-temperature inhibitors. Fortunately, very few utilities have operated anywhere near the 250°C limit for any substantial time, but those desiring to increase their load to match the conductor ratings need to take a really close look at the connectors utilized, especially those installed prior to 2001.
Analyzing the Condition of Existing Connectors is more complex than visual inspection. The concern is the degradation of the electrical interface between the connector and the conductor. This interface is not static. It degrades with time, and the rate of degradation is accelerated by temperature from load current and fault currents. This degradation, or breakdown of the microscopic asperities, i.e., contact points, is marked by increasing electrical resistance, which in turn increases temperature with the passage of current. The thermal energy serves to increase electrical resistance – the higher the temperature, the greater the resistance, and the more degradation. Left to a critical stage, this becomes an ever-defeating cycle which in turn leads to thermal and mechanical failure.
As stated above, an average useful service life of properly installed overhead compression connectors is accepted to be on the order of 40 to 70 years when operated within their design limits. Operating at higher currents and therefore higher temperatures will shorten this time frame.
A common inspection method (because it is fast and economical), is to scan the connectors with Infrared Thermography which is often accomplished during a routine line inspection with a helicopter. The shortcomings of this method, mentioned earlier, include combinations of wind, insufficient electrical loading, and reduced emissivity of the joint compared to the conductor, all of which mask the actual temperature of the joint. Furthermore, experts assess that by the time the temperature on the surface of the connector reaches a suitable magnitude that it reads a higher temperature than the conductor, upwards of 70% of the original interface may be compromised. “Thermal problems can be detected at any time during the failure cycle and thus, one can never be sure if the anomaly was found when it is just starting to rise in temperature.” 2
The most reliable assessment of the connector is a direct resistance reading of the interface. This can be accomplished on energized lines using a device marketed under the name OhmStik® manufactured by SensorLink Corporation which provides a direct comparison of the resistance of the interface of the connector with an equivalent length of conductor. Resistance is a direct measure of the condition of the connection and is not related to load current at the time of measurement, as is the temperature which is directly related to load current. This measurement can be accomplished from an aerial platform using commercially available hotline tools.
A new technology coming to the market recently is Linebird® which employs the use of a drone to position the OhmStik unit on the connector and then again on the conductor and provides a direct comparison of those measurements.
The resistance of the connection divided by the resistance of the conductor is called the Resistance Ratio (RR) and is a normalized figure of the condition. When the RR is less than one, the connection condition is in good health. When the RR is greater than one, the condition has deteriorated, the amount of the deterioration being related to how much greater the RR is than one. An example: If the RR is 3.0, the amount of heat generated in the fitting is three times the amount generated in the same length of conductor as is inside the fitting. This may be sufficient heat, under ideal conditions to allow IR to indicate a slight temperature increase compared to the adjacent conductor. Caution, an RR of 3.0 is already a significant amount of deterioration, which will continue to degrade at an increasing rate over time.
The drone, or UAV eliminates the need for an aerial platform, be it a bucket truck or helicopter, and a lineman to be in the energized conductor environment – a significantly safer option. The results obtained from this procedure will provide a true assessment of the electrical condition of the connector.
A review of the mechanical condition is a different issue. One cannot always assess the mechanical condition due to the unknown circumstances of installation. Inhibitor, mentioned earlier, plays a key role in the longevity of the electrical interface and also resists corrosive attack on a metallic core wire. The principal purpose of inhibitor is to displace oxygen and prevent ingress of moisture and oxygen.
X-Ray reveals conditions of inhibitor. Sometimes we find connectors that never had inhibitor in them (often we find them on the ground)! When there is an insufficient amount of inhibitor found within, and as is often the case with aged connectors, the mineral oil has dissipated, leaving behind a clump of dried clay. Clay is the predominant thickener used in mineral oil-based inhibitors. This is usually assessed with X-Ray.
TIME and OUTAGE
The old adage, “Time is of the Essence” certainly applies here. The difficulty of taking a line out of service for an extended period of time for rebuilding is extraordinarily expensive. The planning process itself is also expensive, considering the man-hours of work and engineering required. The assessment process just described can take many months of work and a great deal of money. Assessing the condition and remaining service life of the conductor is necessary, but a great portion of fitting assessment may be redundant. In the event, a few fitting failures have already occurred, and no particular installation errors were evident, similar fittings along the line are likely to fail at unknown intervals as well.
It is crucial to assess the condition of the conductor itself. Conductor is typically the greatest cost, and if it can be used for a few additional decades, the wisest choice is to proceed in that direction as opposed to reconductoring. Once that decision has been made, attention can be directed to the structures and insulators. From here forward, tremendous time and money can be saved by taking the steps to extend the life of the line. The time lost to extensive connector assessment can be minimized by shunting all the connectors on the line.
Engineered Electrical/Mechanical Shunts can be used to restore full mechanical integrity to both deadends and splices/joints, and where needed can do the same for suspension clamps/systems. Electrically, the line can be uprated to a higher ampacity, the limits of which rely almost exclusively on sag clearance. Sag clearance can often be addressed by raising a few towers in the spans with inadequate clearance, and systems have been developed to do this rather easily.
SHUNTING
High Integrity Shunts have been developed, and implemented extensively, which will restore the energized system mechanically to full tension capacity and connectors to full electrical integrity. Shunts have been developed for every application on the energized portion of the system including connectors, both deadends and splices/joints, and of course jumper loop splices/joints, suspension clamps/systems, tee drops, and repair of in-span damaged conductor.
They have also been developed for all applications on overhead shield wire, including restoration of mechanical integrity to OPGW.
Engineered Electrical-Mechanical Shunts can easily be installed on energized lines, and are commonly applied with gloving techniques and hot line tools on distribution conductors. With hot line tools and barehand on transmission class conductors, there are no outages necessary. Thousands have been installed from helicopters, and the only tools required are a wire brush for cleaning, abrading, and de-oxidizing the conductor, and an impact driver with a 3/4” or 19mm socket to tighten the fasteners. All fasteners are torque-limiting shear-head units and no torque wrench is required.
No grips or come-alongs, hoists or jacks, or jumpers are needed. Typical EEMS over a splice/joint installation is done in less than 10 minutes, and deadends and suspensions are completed in about 20 minutes.
Engineered Electrical/Mechanical Shunts are designed for application on used-weathered conductors, with only dry brushing required to prepare the conductor. They are rated for applications on lines operating at 250°C on every aluminum-stranded conductor such as ACSR (including self-damping), ACSS, AAC, AAAC, and ACAR. They are electrically rated corona free at 765kV AC and 500kV DC.
There is also an option for use on copper, the components that feature nickel-plated components to prevent corrosion from copper salts.
Mitigating Connector Failures with Engineered Electrical-Mechanical Shunts
It is important to note that EEMS are not temporary, nor an inferior means to restore a system, but are in fact, far superior in performance than the original connectors. They are especially designed for installation on aged and weathered conductor. This is important because the conductor in service cannot be readily cleaned under the strands to a “like new” condition. Note, that the original connectors were designed, tested, and intended for use on new, clean conductor, and numerous studies have shown their original performance parameters are severely degraded when applied on aged, weathered conductor. Properly applied EEMS restore full mechanical integrity to the system and increases the current capacity of the portion of conductor or connector over which they are installed. Thereby, many systems can be uprated in ampacity, provided the conductor capacity is suitable, and sufficient ground clearance is maintained.
Many utilities around the globe have chosen to extend the life of their aging assets and to uprate their systems to meet more stringent capacity demands. In most cases, the connectors are the limiting factor, but with the installation of EEMS, conductors may be operated as high as 250°C. EEMS are tested and proven to meet standard resistance stability on conductors operating during 500-cycle testing at 390°C, which is prescribed by the manufacturer to qualify them for use on conductors operating as high as 250°C. To illustrate the electrical integrity of EEMS compared to compression splices/joints, testing has been conducted, and infrared thermography photos are provided to show the performance.
The following photos were taken during testing of EEMS on new 795 Drake ACSR conductors and include the performance of an unprotected splice/joint. The test was conducted, with 2000 thermal cycles, maintaining the conductor in the test loop at 200°C and at a tension of 35.6kN (8000 lbf.) The splice shown was properly installed with proper conductor preparation of scratch brushing, and use of the manufacturer's specified inhibitor, press, dies, and instructions.
 The splice/joint shown above did not have the EEMS applied until after it had reached the temperature of 332°C explained in the graph shown on the following page.
The splice/joint shown above did not have the EEMS applied until after it had reached the temperature of 332°C explained in the graph shown on the following page.

Note the maximum temperature indicated in the box on the left compared to the right. The left is 58.3°C because the EEMS is carrying the full mechanical and electrical load, as evidenced by the conductor terminated in the ends of the EEMS. The one on the right is only 42.5°C because the old splice/joint is still in place and is carrying a portion of the current, albeit a very small percentage. The Spot temperature on the left is 22.3°C which is the ambient temperature on the back wall of the test lab, while the Spot on the right is on the original connector, now at only 26.5°C, barely above ambient.

Graph indicating thermal rise of splice, shown in photo to the right, total of 2000 thermal cycles.
The graph above depicts the thermal history of the Mid-Span Joint/Splice, which was properly installed, and as expected began operating at 150˚C on a conductor operating at 200˚C for a few hundred cycles. The rising slope depicted in the graph is the deterioration (increase in temperature) of the electrical interface. At approximately 1200 cycles, it reaches a peak of 332˚C and it began to slip under tension. The EEMS was installed at this point to mitigate the failing connector. Note, that the connector does not just go back to the new condition of 150˚C, – it drops to ONLY 42.5˚C, and stays there throughout the remainder of the test, for another 800 cycles on a conductor operating at 200˚C. Following this 2000 cycle test, after being subjected to these temperatures, this assembly was tested to and achieved full tension.
This clearly illustrates the superiority of the electrical integrity of the EEMS in comparison to replacing a connector. Had the connector been replaced, the replacement connector would have been back to 150˚C as the original splice, but due to the conductor being aged through thermal cycling, the thermal escalation curve would have been much steeper than the original splice/joint installed on new conductor. There are several factors that cause the EEMS to operate much cooler. Among them is that they are designed to have lower resistance, which accounts for the lower temperature, however, the remarkable resistance/temperature stability is provided by a high force, resilient contact, with the actual electrical interface being substantially larger than that of a compression type connector.
Mitigation of Mid-Span Conductor Joints or Splices
The mid-span joint, also referred to as a splice, serves to hold the tension of the conductor and carry the current through itself via the electrical interfaces to the respective conductors on each end. Therefore, the EEMS units designed for mid-span applications are designed to provide both the full mechanical tension of the conductor as well as the rated current of the conductor.
![]() Transmission Class EEMS rated up to 800kV-AC and 500 kV-DC and 250°C Conductor
Transmission Class EEMS rated up to 800kV-AC and 500 kV-DC and 250°C Conductor
A very appealing aspect of the use of EEMS to mitigate Mid-Span Joints / Splices is installation time, which is approximately 4 minutes on the smallest units for distribution size conductors to 8-10 minutes for transmission class units for the largest conductors. The only tools required are an impact driver and socket, and a stainless-steel wire brush to brush the conductor. EEMS units come preloaded with a high-temperature inhibitor, allowing their use at a conductor temperature of 250°C. They are all provided with torque-limiting fasteners which eliminate the need for torque wrenches. All EEMS units are designed for easy installation on energized conductors, negating the need for a line to be taken out of service.
All in all, the EEMS approach is generally the easiest, fastest, and most economical solution to restore full mechanical and electrical integrity to the line.
Mitigation of Strand Damage and Broken Conductor Strands
Conductor Damage and Broken Conductor Strands at suspension points are commonly related to Aeolian vibration. Fixed points are those components that are prone to reflect vibration, such as deadends, suspension clamps, and conductor spacers. Many photographs have been circulated in previous Cigre bulletins and other venues throughout the electrical transmission industry. The example photos below, illustrate wear and damage to conductor strands from dampers, spacer dampers, and of course, gunshots.
Rarely is there damage to the core wires of ACSR conductors, but it gets very close on occasion.
 The resultant damage forces current constriction, driving current through the remaining unbroken strands, which of course results in localized heating and if left unattended will eventually result in local conductor annealing and potentially tensile failure.
The resultant damage forces current constriction, driving current through the remaining unbroken strands, which of course results in localized heating and if left unattended will eventually result in local conductor annealing and potentially tensile failure.
Mitigation of this type of problem is easily addressed with EEMS devices known as Conductor Repair Units (CRUs), which serve to provide an alternate current path and restore full mechanical integrity.
The following illustrations depict the installation of a smaller size CRU installed to restore conductor damage on a distribution line. These are commonly installed on energized lines with hotline tools.

Depending on the length of damage and disturbed strands, a full-length EEMS unit normally used on splices/joints can be implemented, especially when no outage is available, or barehand crews are not available to better restore the lay of the damaged strands. The frame of the EEMS unit serves to expand the electrical field, reducing the surface gradient below critical values and shields the errant strands from corona.
 Gunshot damage restored using an EEMS designed for splice mitigation.
Gunshot damage restored using an EEMS designed for splice mitigation.
The Transmission Class CRU is appropriately sized and shielded for corona up to 800kV AC and 500kV DC. Similar to other EEMS units, they are a two-piece design with captive fasteners. They are available in differing lengths and with a number of fasteners determined by conductor size and severity of damage.

As mentioned previously, it is rare that core wire damage occurs in these types of applications, but it is important to know the condition of the conductor such that the proper EEMS CRU may be selected and applied.
In the photo below, the CRU has been applied upside down. The orientation does not matter with these units, but as it was installed from a cart, it was easier in this fashion, however it would make crossing it later with a cart slightly more difficult.
 EEMS Mitigation of Strand Damage from Spacer-Damper before and after
EEMS Mitigation of Strand Damage from Spacer-Damper before and after
Electrical & Mechanical Restoration of Deadend Fittings
 Photograph above on a tri-bundle 500kV installation
Photograph above on a tri-bundle 500kV installation
Similar in design to the EEMS for use on splices/joints, the Deadend Transmission Class units are corona-free up to 800kV AC and 500kV DC and are easily installed on energized lines with bare-hand techniques. They are ampacity rated to operate continuously with conductors operating at 250°C and are suitable for use on any aluminum stranded conductor, including ACSS, ACSR, AAC, AAAC, ACAR, etc.
The unique feature for restoration of the mechanical integrity of the system is accomplished with stainless steel Tether and Bracket components. As can be seen above, these deadend units incorporate a jumper conductor from the head mounted on the tension span to the original system jumper conductor. Because the EEMS unit, from end to end has upwards of 10-15% lower resistance than even an equivalent length of the system conductor, it will conduct the major portion of the current, bypassing the original deadend and terminal.
A mechanical failure of the original deadend would transfer the tensile load to the system jumper conductor, which could not support that load. For mechanical restoration of deadend connectors, the tether and bracket provide mechanical attachment to the original tension hardware, such as an eye attachment of a deadend connector.
The bracket is typically attached to the eye or clevis component of the deadend. There are several different styles of brackets to accommodate the wide variety of deadend attachments utilized on different systems.
Once the bracket is installed a tether made of all stainless-steel components connects the EEMS to the bracket. The unit provides up to 4 inches (100mm) of adjustment. Once everything is in place, this adjustment is used to apply approximately 1-2000 lbf. (4-9kN) of tension to assure there is no slack in the tether.
This system assures the utility that regardless of the condition of the deadend, the line will remain in the air and energized. Detailed and well-illustrated instructions are provided in the installation instructions with each EEMS unit.
Mitigation of Broken Strands in Suspension Clamps /Systems
“A Slow and Steady Wind” may ignite fervor and zeal for the ancient mariner, or even for the more modern nautical enthusiast, but for overhead conductors, it is not the optimal environment.
Much has been written regarding the phenomenon of aeolian vibration, which can result in the catastrophic failure of overhead conductors. This high-frequency, low-amplitude oscillation of the overhead conductor is caused by low-velocity, laminar wind blowing across the conductor.
Vibration of the conductor, generated by the alternate shedding of vortices tends to occur between wind speeds of approximately 1-7 meters per second, or 2 to 15 mph, resulting in conductor vibration ranging from 3 to 150 cycles per second. The purpose of this article is not a scientific explanation of aeolian vibration, but rather mitigating the conductor damage once it has occurred, particularly related to components such as suspension clamps.
The problem is fatigue failure of conductor stranding. This failure occurs at points that are “fixed” in relation to the conductor, at suspension clamps, spacers, and deadends. The motion finds a resonant frequency in the conductor based on wind speed, direction, and conductor diameter. This gives rise to what is known as a standing wave, much like a particular note on a guitar string. The “fixed point” serves as a wave reflection, and can generate localized bending, which is known to lead to fretting fatigue of the conductor strands and, if not addressed, will result in conductor strand breakage.

The problem is exacerbated by the localized heating which occurs in the conductor stranding. The strands that break result in their share of the electrical current being transferred to the unbroken strands which in turn increases their temperature. This can lead to localized weakening and fracturing of the remaining strands. Sometimes broken stranding is found during a thermal scan with IR Imaging. If the breaks are within a clamp, or under helical rods, this heat will likely be masked by the mass of the clamp or helical rods.
There have been many designs of dampers or damping mechanisms to reduce the severity of aeolian vibration. The most common is the Stockbridge damper, of which many iterations of design exist. One design goal for dampers is to accommodate a broad frequency range. At best, the state of the art presently addresses as many as four resonant frequencies.
It was the 1920’s when George Stockbridge, an engineer for Southern California Edison, developed the original device, but it was into the 1960’s and ‘70’s before the application of dampers was widely used. Therefore, there are in existence many older lines, typically 50+ years old, that may not have been fitted with dampers originally and much damage occurred. Occasionally, older lines have been outfitted with dampers at a later date, for the purpose of mitigating the damage discovered.
This brings us forward to modern times, and due to the critically aging infrastructure we affectionately refer to as “the grid”, there are notably more intense inspections and inspection techniques that have been developed and employed. The damage done by aeolian vibration for several decades past is being discovered as utilities work feverishly to extend the life of their aging assets. More and more utilities are discovering fretted and broken strands, particularly on tangent structures, where the heating effects have been masked by the relative mass of the suspension clamp.
The AGS type suspension system, employing the helical rods around an elastomeric cushion within the clamping structure has been considered by many as the “Cadillac” of the industry, and rightfully so, as they have performed admirably for decades. However, as earlier mentioned, these suspension systems are also being found with damage to strands underneath.
 Damage Strands found inside suspension unit and under rods
Damage Strands found inside suspension unit and under rods
While this should not be a surprise to anyone, we are discovering many flaws in our earlier designs, and finding that things we thought would last forever – we are learning, like with any product or material – nothing lasts forever because forever is a really, really, long, long, time!
The cost and time associated with reconductoring is generally considered a last resort. Utilities are finding it increasingly difficult to take lines out of service for even a few days, let alone the weeks required for such major restoration. Thus the need for a product that will restore the conductor system to full integrity, both electrical and mechanical is needed, and is here.
The EEMS unit for suspension clamps/systems serves the purpose of restoring the full electrical and mechanical integrity to suspension systems. As with the other EEMS applications discussed thus far, they are designed with the installer in mind and are thus easy and fast to install on energized or de-energized lines – no outage necessary.
The fitting is easily retrofitted over the ball/socket joint on the bottom of the insulator, providing mechanical attachment points for the stainless-steel tether cables included in the kit. The EEMS body of the kit is designed to attach to locations on the conductor beyond any damaged areas, thus gripping the conductor mechanically, and simultaneously providing a superior electrical connection. A jumper conductor attached between the EEMS attachment heads provides an alternate electrical path, thus shunting the current around the damaged area of the system. This allows the damaged area to cool to within 3-4°C of ambient and assures that further degradation will be eliminated.
 Typical BallCap application, 115 kV 477 Hawk with armor rods – broken strands under rods
Typical BallCap application, 115 kV 477 Hawk with armor rods – broken strands under rods
Additional designs are available for conductors as small as 3/0 up to 1.912 inches (48.5mm) conductor diameter and include appropriate corona performance through 800 kV AC and 500kV DC.
BIBLIOGRAPHY
[1] Working Group B2-47 and B2-68 CIGRE. “The thermal behavior of overhead conductors Section 1 and 2 Mathematical model for evaluation of conductor temperature in the steady state and the application thereof” (Electra number 144 October 1992 pages 107-125)
[2] Hangin’ Your Repairs on Temperature?
By, Kimberly Lewis, HOT/SHOT Infrared Inspections, Inc.
Click here to access a link to a downloadable print-ready version of this article.

A new Idea For: Grid Resilience, Wildfire Mitigation & Asset Management
The weakest link in any overhead system will always be connection points, such as; deadends, suspension clamps, and splices. Conductors and well-maintained towers will always outlast connectors.
Even though some connectors fail due to mechanical stress, electrical failures appear to be more commonly reported. In these situations, the connector resistance increases over time to a high enough value that a rapid deterioration of the connector occurs, resulting in catastrophic failure due to electric overheating if no intervention is made.
The cause of an increase in electrical resistance is usually a combination of several factors:
* High initial resistance due to improper assembly/Installation or defective materials
* Degradation of electrical interfaces in the connectors through thermal cycling
* Oxidation of electrical interfaces due to contaminants and environmental effects

Click here to see, NEW INSTALLATION TRAINING VIDEO FOR DEADEND REINFORCEMENT
SOLUTION
Fortunately, there are some cost-effective, preventive maintenance options that can reduce overall maintenance costs and even defer maintenance or replacement while at the same time, extend the life of overhead lines. Some of these options have only been available for the last decade or so and therefore it's possible that asset managers and other decision-makers may not be aware of them.
I'm referring to Electrical/Mechanical Shunts [EMS] under the trade name, ClampStar® for use on overhead connectors and damaged conductor. First introduced in 2008, with hundreds of thousands now installed, these devices extend line life while improving public safety.
 In fact, after a few recent years of destructive wildfires that devastated California, over 50,000 of these types of shunts under the tradename ClampStar® were installed in that state as a way to harden the grid for wildfire mitigation purposes.
In fact, after a few recent years of destructive wildfires that devastated California, over 50,000 of these types of shunts under the tradename ClampStar® were installed in that state as a way to harden the grid for wildfire mitigation purposes.
Some experts argue that utilities could eliminate a large portion of the overhead connector inspection process and, at the same time, at lower cost, provide a life extension solution and increase public safety just by installing ClampStars on all overhead connectors. This provides the added benefit of qualifying as a capital expense project.
Since connectors are the weakest link in the system, it only makes sense to protect them. Correcting automatic splices or any overhead connectors with ClampStar is faster, much less expensive, and results in a connection of significantly higher integrity than even that of an original, properly installed connector! The installation can be performed without a power interruption, and the result is a thermally uprated connection and a visible indication that steps have been taken to protect the general public against the possibility of yet another power line on the ground that occurred as the result of a failed connector.
![]() Because of the positive engagement of the ClampStar with the conductor, there is no "wiggle room" as with other repair-type devices. Helical type devices, commonly called patch rods loosely engage conductor strands and allow them to slip slightly under varying degrees of tension. This allows a creep factor over time with such devices, allowing tension to vary on the original connector, and can result in it working out of the original connector. The positive engagement of the ClampStar does not allow for this, operating exactly like a bolted dead-end, such as an in-line shoe type dead-end or quadrant clamp.
Because of the positive engagement of the ClampStar with the conductor, there is no "wiggle room" as with other repair-type devices. Helical type devices, commonly called patch rods loosely engage conductor strands and allow them to slip slightly under varying degrees of tension. This allows a creep factor over time with such devices, allowing tension to vary on the original connector, and can result in it working out of the original connector. The positive engagement of the ClampStar does not allow for this, operating exactly like a bolted dead-end, such as an in-line shoe type dead-end or quadrant clamp.
Proactive maintenance practices along with the installation of engineered ClampStar shunts improves safety and prevents unplanned outages. ClampStars are the industry's only PERMANENT life extension solution for virtually all overhead conductors. Increasing power flows on some of the oldest lower-voltage circuits, especially during emergencies has put significant pressure on a power grid that was built mainly to serve local markets. ClampStars are necessary to help bring the power grid up to a level of acceptable physical soundness and reliability. With ClampStar, splices, deadends, and suspension clamps are permanently repaired with no power interruption; connector replacement is no longer necessary. They easily install in a few minutes over the existing connector. No mechanical grips, come-alongs, jumper cables, or cutters are needed. There's no need to cut power or lines and they easily install over the existing splice or connector. ClampStar provides a substantially higher integrity connection by several orders of magnitude than any other option, allowing a line to operate at increased ampacity without the limitation of the connectors, allowing for system uprates, and are significantly faster, more economical, and safer than traditional splice replacements.
 When selecting the correct EMS for your application it's important to choose only those units that meet ANSI C119.4 class AA, extra heavy duty for restoring both electrical and mechanical integrity on weathered conductors.
When selecting the correct EMS for your application it's important to choose only those units that meet ANSI C119.4 class AA, extra heavy duty for restoring both electrical and mechanical integrity on weathered conductors.
If your application requirements are for High Temperature-Low Sag (HTLS) conductors, like ACSS, commonly operating at temperatures far beyond the limits of ANSI C119.4 class "AA" then you may want to give us a call. Our Technical Staff will gladly answer any questions, and share their expertise with you. HTLS is not a concern for ClampStar - all ClampStar designs are tested at 390°C (734°F) conductor temperature. This is a significantly higher temperature than listed by any electrical test standards on the planet, but is our standard, minimum performance application requirement for conductors which may be operated at 250°C continuous.
ClampStar® is an engineered, electrical mechanical shunt that significantly reduces whole-span wire replacement cost when installed over a failed connector or on a damaged portion of conductor to function as a permanent bypass electrical connection while maintaining tension in the conductor. ClampStar eliminates replacement of overhead splices, deadends, and suspension clamps and repairs damaged bare conductors through an easy, quick, and permanent fix. ClampStar is also used to increase the performance rating of existing splices and other connectors, clamps, and fittings for the purpose of increasing line ampacity that may presently be limited by such devices.
Please contact us for more information. 800-269-1462

Overhead Powerline Mitigation Update
With wildfire season coming in hot this year due to record low precipitation this past winter, and with hurricane season in full swing, we want to take this opportunity to re-introduce ClampStar® as a simple and effective way to harden the grid.
Reinforcing all overhead connectors with ClampStars will help to eliminate their possibility of failure and therefore PERMANENTLY remove them as a cause of ignition and power loss. Click the image below to watch a quick, 1-minute video.

Classic Connectors' distribution and transmission class ClampStar® engineered, electrical and mechanical shunts are available for use on splices, deadends, and damaged conductor. For all aluminum stranded conductors, eg., ACSR, AAC, AAAC, ACAR, ACSS & Composite Core. Also available for OHSW, OPGW, Copper and SWER. Available for conductors sized from #6 AWG - 2515 kcmil (up to 1.912 inches diameter).