 Proudly Made in the USA
Proudly Made in the USA  800.269.1462
800.269.1462

Conductor Repair After Spacer Damper Damage
Damage caused by worn Spacers, Spacer Dampers, Dampers, Aircraft Markers, or other line hardware - or lightning and gun-shot - is easily and quickly repaired.
An Australian utility corrected conductor damage on a 29.3 mm O.D. transmission conductor using a ClampStar CRU-1386-016-04 repair unit. This is a 2-piece design, self-shielding to 800kV with unlimited ampacity that installs in minutes and restores both the mechanical and electrical properties to meet ANSI-C19.4 "AA" heavy-duty standards.
Click here to see an animated installation video.
Classic Connectors' distribution and transmission class ClampStar® units are available for use on splices, deadends and damaged conductor. For all aluminum stranded conductors, eg., ACSR, AAC, AAAC, ACAR, ACSS & Composite Core. Also available for OHSW, OPGW, Copper and SWER. Available for conductors sized from #6 AWG - 2515 kcmil (up to 1.912 inches diameter)


ClampStar Units Have Protected This Major Utility’s Transmission System For The Last Decade
Recently, an existing 230kV ACSR-SD (self-damping) transmission line was rerouted to a new substation approximately ½ mile away.
To accomplish this task and to accommodate right-of-way allowance, 6 new monopoles were set in the approximate center of an existing span, these 6 monopoles served as 90° deadend corners, converting the line from a horizontal to a vertical configuration.
The original conductors were cut mid-span and terminated with new compression deadend connectors on the respective new monopoles.

Due to the limitations and short life expectancy of compressing new connectors onto aged, weathered conductor, the utility elected to permanently protect these new connectors with ClampStar® Electrical-Mechanical Shunts.

This is not the first time ClampStars were used on this line. In 2010, after experiencing several splice connector failures on this same line, a decision was made to protect the remaining splices with ClampStar units.

In 2014, a deadend let go, and they completed protecting the line by installing ClampStars on all the deadends, which effectively eliminated all these potential failure points and extended the usable life of the line by several decades. This eliminated the exorbitant costs of reconductoring this critical line without even taking an outage!

With nine years of trouble-free service from this once condemned line, the utility is confident that the ClampStar solution assures them many more decades of service from this critical line. Additionally, as an added benefit, the installed ClampStars allow them to uprate the line, which can now operate at a notably higher ampacity load.
Click here to download the full article as a PDF document.
Connectors, Clamps, and ClampStar® - How are they different?
Connectors: A connector can be defined as a device for joining two or more conductors to provide a continuous electrical current path. Connectors generally fall into four types; automatic, compression, wedge, and bolted. The electrical and mechanical requirements for all are defined in ANSI C-119.4, “American National Standard for Electric Connectors – Connectors for Use between Aluminum-to-Aluminum and Aluminum-to-Copper Conductors Designed for Normal Operation at or Below 93°C and Copper-to-Copper Conductors Designed for Normal Operation at or Below 100°C”.
That Standard consists of four current classes:
Class AA (Extra Heavy Duty) – High current cycle test duration
Class A (Heavy Duty) – High current cycle test duration
Class B (Medium Duty) – Moderate current cycle test duration
Class C (Light Duty) – Low current cycle test duration
And four tension classes:
Class 1 – Full tension, 95% rated conductor strength
Class 1A – Normal tension, 60% rated conductor strength
Class 2 – Partial tension, 40% rated conductor strength
Class 3 – Minimum tension, 5% rated conductor strength
Current Class AA is intended for applications on aged conductor while Class A is for application on new conductor. Most automatic and compression connectors for transmission conductors will be rated Class A current and Class 1 tension. Some wedge connectors will be rated Class AA current and Class 1 tension. Bolted connectors will normally be rated Class A current and Class 1A tension for ACSR conductors, for example, because they cannot directly grip the steel core and any core gripping force must be transferred through the outer aluminum strands.
In addition to ANSI C119.4, specifications for bolted clamps and connectors are also discussed in IEEE C135.100.
Clamps: Clamps are primarily intended to support conductors, as dead ends, jumpers, and suspension supports. Clamps are usually outside the electrical current path. IEEE C135.100 covers quadrant and straight line bolted dead end and suspension clamp ultimate and slip strength requirements.
ClampStar®: ClampStar Connector Correctors are indeed different. They are engineered electrical and mechanical shunts that are primarily designed to reinforce and permanently restore the integrity of aged and degraded connectors, clamps, and damaged conductors thereby returning them to better than original condition.
Shunts, such as ClampStar are not presently covered by any American or International standards, but they are anticipated to be covered in a forthcoming Annex to ANSI C-119.4. Another ANSI C119.7 Subcommittee is working on a standard for “Connectors for Use Between Aluminum-to-Aluminum Connectors Operating Above 93°C”, and it is expected that shunts will be an Annex in that standard as well. That standard is aimed at HTLS (High-Temperature Low Sag) conductors that can operate at temperatures up to 250°C continuously. There are several questions about the connector test temperature for use on HTLS conductors by connector manufacturers. However, there is no question about ClampStar. Several ClampStar units have successfully completed 500 cycle current cycle tests at conductor temperatures of 390°C and all will do so. ClampStar units for larger conductors can also be tailored to meet Class 1 full tension requirements alone.
Although ClampStar is designed to be used in conjunction with a primary connector (or damaged conductor) that is holding line tension at the time it is normally installed, ClampStar is tested alone, without a primary connector, conductor, or other device in place. Under those conditions all ClampStar units are designed and tested to hold a minimum of 60% of the rated breaking strength (RBS) of the largest and strongest conductor within its clamping range. Thus, they have a minimum tension rating of C119.4 Class 1A normal tension, which is a class, intended primarily for bolted connectors. That 60% rating can be compared to normal operating line tension ranging from approximately 15% – 30%.
ClampStar is installed mechanically in series and electrically in parallel with a hot splice or other compromised connector, conductor, clamp, or other device and by shunting the majority of the electrical current around that device, the device temperature will immediately return to near ambient. Further thermal degradation is prevented, and any slip that may have occurred prior to ClampStar is halted and further slip prevented by the mechanical reinforcement provided by ClampStar.
Because the mechanical tests are conducted without a primary connector in place, albeit one which is degraded, ClampStar holding strength alone is somewhat superfluous because it does not truly represent actual field applications. However, the combination of a primary connector and ClampStar will result in ANSI C119.4 Class AA current and Class 1 (95% minimum) tension.
Click here to access this topic as a downloadable PDF.

How Engineered Mechanical Shunts Are Superior For Overhead Connector Repairs
Have you ever found yourself in a situation where you believed one thing to be true and then found out years later that it wasn't?
For many years, experienced lineman and engineers believed that cutting out a splice on an overhead line and replacing it with two splices and a length of new conductor was better than shunting it with a ClampStar®. However, the below graph and adjacent IR image puts that falsehood to rest, once and for all!

As seen in the image above, prior to failure, the new splice, installed on new conductor, was running at about 150°C (50°C cooler than the 200°C conductor). In failure mode, the splice exceeded 300°C. Once the ClampStar® is installed, the splice cools down, not just back to 150°C, but more than three orders of magnitude lower, to 26.5°C as seen in the IR photo. The connector and the ClampStar® unit, continued operating at less than 50˚C for the remainder of the 2000 cycle test! It didn’t go back up to the original 150˚C of a brand new connector on a brand new conductor - with ClampStar in place the temperature of the failed connector was only 26.5˚C, and the Maximum temperature of the ClampStar was a mere 42.5˚C. The graph shows the temperature of the splice at each cycle – and the remaining results after the ClampStar® was installed!
Connectors installed on “used – weathered” conductor, WILL NOT have the longevity of a connector installed on “new – un-weathered” conductor.
Click here to see related videos
Well over 150 major utilities have taken advantage of the ClampStar® solution with many of them using it to reinforce connections in high fire-threat areas and to meet NERC and FERC N-1 contingencies. Hundreds of thousands of ClampStars have been supplied for the last 15 years to utilities all across the U.S. as well as Canada, Australia, Asia, Central America and the Middle East. These utilities have found ClampStar® to be the safest and most economical solution when it comes to hardening the grid and extending the life of aging assets.
ClampStar® is an engineered, electrical, mechanical shunt that significantly reduces whole-span wire replacement cost when installed over a failed splice, deadend, suspension clamp, or on a damaged portion of conductor to function as a permanent bypass electrical connection while maintaining tension in the conductor. ClampStar® eliminates replacement of overhead connectors and repairs damaged bare conductors through an easy, quick, and permanent fix. ClampStar® is also used to increase the performance rating of existing splices and other connectors, clamps and fittings for the purpose of increasing line ampacity that may presently be limited by such devices.
ClampStar® units are used on distribution and transmission class applications up through 765kV for: Splices, Deadends, Suspension Clamps, Damaged Conductors, Emergency / Storm Restoration, wildfire mitigation, OHSW and OPGW.
If, after reviewing the above information, you have any questions or need details, drawings or pricing, please don’t hesitate to contact us. We would like to send one of our engineering technical specialists to meet with you and your engineers to discuss any questions you or they may have concerning any upcoming projects and share details regarding where ClampStar® could successfully be utilized. Please let us know how we can fit that into your schedule.

How To Properly Repair Damaged Conductor Caused By Spacer Dampers
Spacer dampers, designed to provide proper damping of wind-induced vibrations for bundled conductor lines, have been around for more than 50 years and like most hardware exposed to the elements, needs to be replaced at some point in time. Most often, replacing old spacer dampers is as easy as swapping out the old unit for a new one. Unfortunately, however, there will be instances where removing the old spacer damper reveals damaged conductor underneath which must be properly corrected.
As seen in the photos below, spacer dampers can create varying degrees of conductor damage grouped into 3 categories; mild abrasion, damaged strands and severely damaged strands.

Repairing conductor with damaged and/or severed strands requires a process that restores full tension and ampacity to the conductor and the best method to accomplish this is an engineered mechanical shunt.
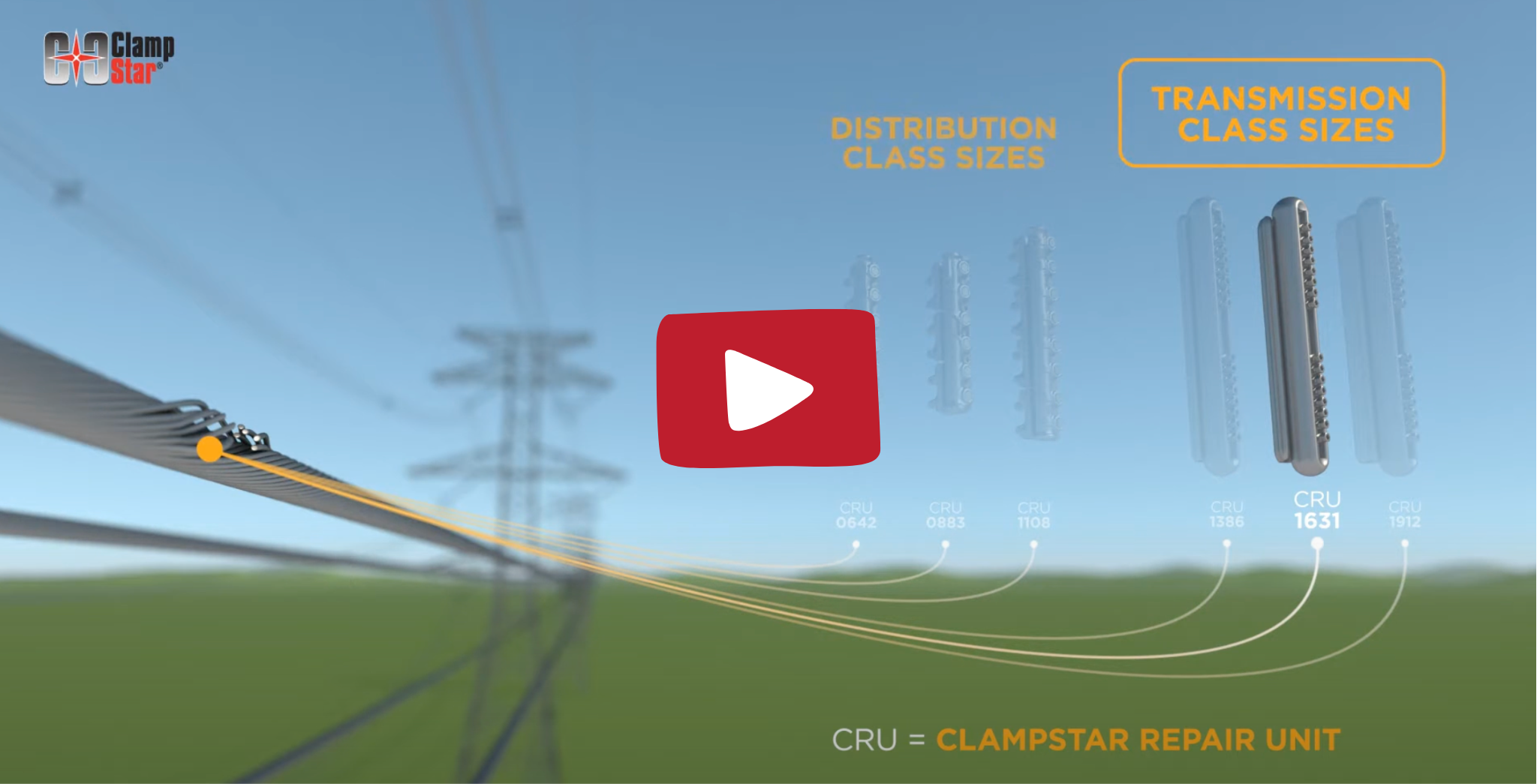
Our CRU series (Conductor Repair Unit) is the safest and quickest permanent system to restore 100% electrical and mechanical properties to damaged conductors, on energized lines at any voltage while avoiding the need for a service interruption. As with all of our products, this unit will install in only 6-8 minutes, which obviously decreases lineman safety risk.
Available Conductor Repair Units


With corona free design and our patented "Constant Clamp Force System", transmission class CRU ClampStar® units designed to accommodate conductors sized from 447 kcmil - 2515 kcmil allows carts to easily cross over (see image below). Full tension is achieved with these ClampStar devices if the conductor core is intact, which is likely the case with spacer-damper replacement.
Watch this video below to learn the best method for repairing damaged overhead
Distribution class conductors -->
Smaller diameter conductors utilize a different style ClampStar® that can be seen by clicking here.
ClampStar units are also available for the repair of overhead splices, dead ends, OHSW and OPGW.

Reducing Wire-Down Incidents
It's a fact, the frequency of downed power lines has been increasing, especially within the last few years as much of the equipment in many power grids enters the half century and older point. According to federal data, the U.S. electric grid loses power 285 percent more frequently than in 1984, when the data collection effort on blackouts began. That’s costing American businesses as much as $150 billion per year, the DOE reported, with weather-related disruptions costing the most per event.
The root causes of the increasing number of blackouts are aging infrastructure. Also, demand for electricity has grown 10 percent over the last decade, even though there are more energy-efficient products and buildings than ever. And as Americans rely increasingly on digital devices, summers get hotter (particularly in the southern regions of the U.S.) and seasonal demand for air conditioning grows, the problem is only getting worse.
The power grid, which could be considered the largest machine on earth, was mostly built after World War II from designs, equipment, materials, and technology that primarily date back to the '60s and '70s. Its 7,000 power plants are connected by power lines that total more than 5 million miles, all managed by 3,300 utilities serving 150 million customers, according to industry group Edison Electric Institute. The whole system is valued at $876 billion.
In the last few years a tremendous emphasis supported with billions of dollars in investment has been spent on “Smart Grid” technology with the focus on detecting or monitoring problems in the grid. Unfortunately, not much of that money or effort is spent PREVENTING the problems in the first place. If the true goal is to extend the life of aging transmission and distribution equipment, the best method for doing so will be to prevent failures from occurring. There really is a lot of truth in the old adage, “an ounce of prevention is worth a pound of cure”.
Here are two relatively inexpensive solutions to this potentially deadly problem; When analyzing wire down incidents, our research shows us that about 1/3 are related to connector failures. This can be an in-line splice, deadend, suspension clamp, T-Tap, etc. Connectors are not designed to last forever so in order to make sure they stay in the air where they belong, it only makes sense to protect and reinforce them and the best way to do that is with an engineered mechanical and electrical shunt like ClampStar®.
My second suggestion relates to line uprates. Many presently installed high voltage transmission lines can carry more power than the existing splices and other connectors, clamps and fittings used in their construction. Shunting these connectors with ClampStar® increases their performance such that they will now exceed ANSI C119.4 Class AA, extra heavy duty standards while meeting NERC requirements.
When it comes to extending the life of overhead conductors, it’s pretty simple, ClampStar® is an engineered mechanical and electrical shunt that significantly reduces whole-span wire replacement cost when installed over a connector or on a damaged portion of conductor to function as a permanent bypass electrical connection while maintaining tension in the conductor. ClampStar® eliminates replacement of overhead splices and repairs damaged bare conductors through an easy, quick, and permanent fix. ClampStar® is also used to increase the performance of existing splices and other connectors, clamps and fittings for the purpose of increasing line ampacity that may presently be limited by such devices.

The Best Method For Repairing Overhead Connectors
This video shows a typical scenario using infrared inspection of an overhead transmission line to identify a hot splice and then the proper correction of that hot splice using a ClampStar engineered mechanical shunt. ClampStar, along with proactive maintenance practices improves safety and prevents unplanned outages. ClampStar is the industry’s only PERMANENT solution for protecting overhead splices and connectors. Click to watch video

How To Find And Fix Failing Overhead Splices
PPL Utilities shows a shunt splice applied to an overhead line via helicopter, to repair a failing splice.
Increasing power flows on some of the oldest lower-voltage circuits, especially during emergencies has put significant pressure on a power grid that was built mainly to serve local markets. ClampStar is necessary to help bring the power grid up to a level of acceptable physical soundness and reliability. Click to watch T&D How video

Can ClampStar® installations be budgeted as a Capital Expenditure?
Yes, because ClampStar® significantly reduces whole-span wire replacement cost and is the industry’s only PERMANENT life extension solution for virtually all overhead conductors of any voltage class, and ClampStar corrects, preserves, and maintains the electrical and mechanical integrity of new and weathered conductors, clamps, connectors, and structures to better-than-new condition.
Sources:
IRS clarifies capital improvement vs. repair expense
Internal Revenue Bulletin: 2012-14
We highly recommend that ALL utilities identify splices, deadends and suspension clamps located on critical lines and cover them with ClampStars. There's little reason to spend the additional money and time to evaluate the condition of splices in critical locations. In most cases, it's cheaper, faster and easier to just put ClampStars on them. 20 years is a long life for an automatic splice on a distribution system, and 40 years is an eternity. They will not last forever! If an overhead line falls on a sidewalk, or area frequented by pedestrians, the likelihood of a fatal injury increases exponentially.
CLICK HERE for a 1 page, downloadable flyer on the subject.
Examples of critical line feeds and where they may be located:
| Freeway crossings | Schools/playgrounds | Hospitals |
| Railroad crossings | Stadiums | Airports |
| River crossings | Pumping stations | Emergency Stations |
| Convention centers | Shopping malls | Churches |

ClampStar® is proud to be part of the Weather Channel's new show titled "Top 10 Extreme Jobs"
It's no surprise that Helicopter Lineman made the list! The show is currently scheduled to air on Thursday, Oct 27 at 12am EST. Just set your DVR!
Click here to watch a preview